Tip+tig+weld+data h525c
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 2z6p3t
Overview 5o1f4z
& View Tip+tig+weld+data as PDF for free.
More details 6z3438
- Words: 961
- Pages: 3
Rev.9. Wire 0.035 (0.9 mm). OPTIMUM TIP TIG START DATA FOR STEELS, ALLOY STLS AND STAINLESS: TIP TIG Applications Tung 1.5 – 2% Lanthanum or Ceriated Tungsten. Tip 50 degrees (included angle) with a small flat. Use Tung grinder. 5G Pipe Root. (Weld Vert Up). Nozzle # 8 or 10 ROOT. 3/32 – 1/8 gap. LAND 2 – 2.5 mm. Tungsten Size 1/8
TIP TIG Wire Feed Control. TIP TIG # x 2.6 = inch/min. Important. Set TIG power source at 2T and TIP TIG wire feed at 4 Stroke.
Typical TIG Weld Volts
TIG Power Source (EN) Weld Amps
Root Opt # 22 – 25 - 30 -
10 - 14
5G. Pipe Fill Vertical Up or rotated. Pipe Wall < ¼ and Pipe Diam < 4 inch. Tung 3/32-1/8
Thin Fill
# 35 – 40 - 60
10 - 14
120 - 165 - 190
5G. Pipe Fill Vertical Up or rotated. Wall > ¼ or Large Diameter > 4inch. Tung size 1/8.
Thick Fill
#35 – 40- 50 - 60
10 - 14
200 – 240 - 250
Pipe Cap . Torch Cup #10 Tungsten 1/8 Weld 1/16 16 gage. (1.6mm) any steels. Any position 3/32 - 1/8 Tungsten. Weld 14 gage Horizontal or Vert Down Weld 14- 12 gage - 1/8 (3mm) All Steels Any position. 1/8 tungsten 50 degrees
Cap
125 – 140 - 150
# 25 35
165 – 170 - 180
# 25 – 30 35 - 35
10 - 14
100 - 125- 135
Flat – Horizontal Fillet # 30 - 35 - 40 – 50
10 – 14
170– 180 - 200- 230
Vert up
35- 40
Weld 3/16 Fillet. Opt “all position” settings for any pipe or parts >3 mm. Note: Use 1/8 tungs for welds < 230 amps and 5/32 tungsten for welds > 200 amps.
Flat – Horizontal Fillet # 50 – 55 - 60 – 65
Weld ¼ (6.4mm) Fillet Horizontal
Fillet # 60 – 70 - 80 – 90
Note. to use the current as a guide when to change the tungsten size. For increased penetration and narrow plasma grind tung to a 60 degree (included angle).
Note with TIP TIG use MIG gas flow rates of 25 – 35 cuft / hr. Typically no need for argon – helium or argon hydrogen mixes
180 - 190 - 200 10 – 14
3/16 Vert Up Fillet 35-40- 45
245 - 255 – 270
180-190 200 – 210 10 – 14
240 – 270 - 310
TIP TIG Freq
230
TIP TIG Hot Wire. Amps
70- 90
Rev 8. Wire 0.045 (1.2 mm). OPTIMUM TIP TIG START DATA FOR STEELS, ALLOY STLS AND STAINLESS: TIP TIG Applications Tung 1.5 – 2% Lanthanum - Ceriated Tungsten 50 degrees (included angle) with small flat. Under <240 amps 1/8 tungsten, > 240 amps 5/23 tungsten.
TIP TIG Wire Feed Control. TIP TIG # x 2.6 = inch/min. Easy to x 3.
Typical TIG Weld Volts
5G Pipe Root. (Weld Vert Up). Nozzle # 8 or 10 ROOT. 3/32 – 1/8 gap. LAND 1.8 - 2 mm. Tungsten 1/18.
Root Low # Best wire size root 0.035 Root Opt # Root High #
10 - 14
5G. Pipe Fill Vert Up. Pipe Wall < ¼ and Pipe Diam < 4 inch.
Thin Fill
#
10 - 14
Thick Fill
#
10 - 14
5G. Pipe Fill Vert Up. Wall > ¼ or Large Diam > 4inch Pipe Cap . Torch Cup #10
Cap
TIG Power Source (EN) Weld Amps
230
#
# 22-24
TIP TIG Freq
90 - 100- 110
Weld 1/16 (1.6mm) All Steels. Any position Weld 1/8 (3mm) any steels, any position
# 30 - 35
170 -180 - 220
Weld 3/16 (4.8mm) Fillet. Optimum all position settings. Low settings vert up, high settings flat,
Fillet # 35 – 42 - 45
10 – 14
225 – 270 - 275
Weld ¼ (6.4mm) Fillet Horizontal 5/32 tungsten
Fillet # 50
10 – 14
260 - 280 - 300
TIP TIG Hot Wire. Amps
70- 80
Rev 8 TIP TIG 0.035 (0.9 mm) WIRE. OPTIMUM START DATA FOR STLS AND STAINLESS PIPE ROTATED: TIP TIG Pipe 1G Applications Tung 1/8 (3.2mm) 1.5 – 2% Lanthanum Tungsten degrees are included angle. On Miller “Sequencer set 65 amps for 2 secs The 65 amps / 2 sec is good start and “tack setting”. Set pre flow 1 sec – Post flow 8 sec.
Pipe Root. 4 4 inch. 1G rotated. Stain Sch 40. 20 degree. J groove Closed Root. 6-7 mm wall, (MACHINED id. Opt Land 0.060 – + 0.005. Wall 6 – 7 mm. Rotation. Clock wise. Torch 12 o’clock Weld speed - 14 inch / min. Weld Time 1 minute. Pipe Fill First Fill 4 inch. 1G. Stainless Sch 40 - 20 degree. J groove. Rotation clock wise. Torch 12 0’clock
TIP TIG Wire Feed Control. TIP TIG # x 2.6= inch/min.
Typical TIG Weld Volts
TIG Power Source Weld Amps (EN)
230
38 - 40
12 -14
180 - 195
42 - 46
205
Pipe 2nd FILL (if required) Travel 9 – 10 inch/min.
35 - 40
175
Pipe Cap 4 inch. 1G Stainless Sch 40. 20 degree. Travel 13 – 14 inch / min
45 - 68
165 - 190
38 - 40
177
68 - 72
177
THE FOLLOWING IS DATA FOR 2 INCH PIPE 2 inch Root. IG – Stain Sch 40. 20 degree with 0.060 land Travel 18 – 19 inch/min Weld Time 25 secs. 4 – 6 mm wall
2 inch Cap Must use slight weave. (#12) Time 47 secs weld travel 9.5 inch/min. 4 – 6 mm wall.
TIP TIG Freq
TIP TIG Hot Wire amps Set in middle. 60- 80
TIP TIG Wire Feed Control. TIP TIG # x 2.6 = inch/min. Important. Set TIG power source at 2T and TIP TIG wire feed at 4 Stroke.
Typical TIG Weld Volts
TIG Power Source (EN) Weld Amps
Root Opt # 22 – 25 - 30 -
10 - 14
5G. Pipe Fill Vertical Up or rotated. Pipe Wall < ¼ and Pipe Diam < 4 inch. Tung 3/32-1/8
Thin Fill
# 35 – 40 - 60
10 - 14
120 - 165 - 190
5G. Pipe Fill Vertical Up or rotated. Wall > ¼ or Large Diameter > 4inch. Tung size 1/8.
Thick Fill
#35 – 40- 50 - 60
10 - 14
200 – 240 - 250
Pipe Cap . Torch Cup #10 Tungsten 1/8 Weld 1/16 16 gage. (1.6mm) any steels. Any position 3/32 - 1/8 Tungsten. Weld 14 gage Horizontal or Vert Down Weld 14- 12 gage - 1/8 (3mm) All Steels Any position. 1/8 tungsten 50 degrees
Cap
125 – 140 - 150
# 25 35
165 – 170 - 180
# 25 – 30 35 - 35
10 - 14
100 - 125- 135
Flat – Horizontal Fillet # 30 - 35 - 40 – 50
10 – 14
170– 180 - 200- 230
Vert up
35- 40
Weld 3/16 Fillet. Opt “all position” settings for any pipe or parts >3 mm. Note: Use 1/8 tungs for welds < 230 amps and 5/32 tungsten for welds > 200 amps.
Flat – Horizontal Fillet # 50 – 55 - 60 – 65
Weld ¼ (6.4mm) Fillet Horizontal
Fillet # 60 – 70 - 80 – 90
Note. to use the current as a guide when to change the tungsten size. For increased penetration and narrow plasma grind tung to a 60 degree (included angle).
Note with TIP TIG use MIG gas flow rates of 25 – 35 cuft / hr. Typically no need for argon – helium or argon hydrogen mixes
180 - 190 - 200 10 – 14
3/16 Vert Up Fillet 35-40- 45
245 - 255 – 270
180-190 200 – 210 10 – 14
240 – 270 - 310
TIP TIG Freq
230
TIP TIG Hot Wire. Amps
70- 90
Rev 8. Wire 0.045 (1.2 mm). OPTIMUM TIP TIG START DATA FOR STEELS, ALLOY STLS AND STAINLESS: TIP TIG Applications Tung 1.5 – 2% Lanthanum - Ceriated Tungsten 50 degrees (included angle) with small flat. Under <240 amps 1/8 tungsten, > 240 amps 5/23 tungsten.
TIP TIG Wire Feed Control. TIP TIG # x 2.6 = inch/min. Easy to x 3.
Typical TIG Weld Volts
5G Pipe Root. (Weld Vert Up). Nozzle # 8 or 10 ROOT. 3/32 – 1/8 gap. LAND 1.8 - 2 mm. Tungsten 1/18.
Root Low # Best wire size root 0.035 Root Opt # Root High #
10 - 14
5G. Pipe Fill Vert Up. Pipe Wall < ¼ and Pipe Diam < 4 inch.
Thin Fill
#
10 - 14
Thick Fill
#
10 - 14
5G. Pipe Fill Vert Up. Wall > ¼ or Large Diam > 4inch Pipe Cap . Torch Cup #10
Cap
TIG Power Source (EN) Weld Amps
230
#
# 22-24
TIP TIG Freq
90 - 100- 110
Weld 1/16 (1.6mm) All Steels. Any position Weld 1/8 (3mm) any steels, any position
# 30 - 35
170 -180 - 220
Weld 3/16 (4.8mm) Fillet. Optimum all position settings. Low settings vert up, high settings flat,
Fillet # 35 – 42 - 45
10 – 14
225 – 270 - 275
Weld ¼ (6.4mm) Fillet Horizontal 5/32 tungsten
Fillet # 50
10 – 14
260 - 280 - 300
TIP TIG Hot Wire. Amps
70- 80
Rev 8 TIP TIG 0.035 (0.9 mm) WIRE. OPTIMUM START DATA FOR STLS AND STAINLESS PIPE ROTATED: TIP TIG Pipe 1G Applications Tung 1/8 (3.2mm) 1.5 – 2% Lanthanum Tungsten degrees are included angle. On Miller “Sequencer set 65 amps for 2 secs The 65 amps / 2 sec is good start and “tack setting”. Set pre flow 1 sec – Post flow 8 sec.
Pipe Root. 4 4 inch. 1G rotated. Stain Sch 40. 20 degree. J groove Closed Root. 6-7 mm wall, (MACHINED id. Opt Land 0.060 – + 0.005. Wall 6 – 7 mm. Rotation. Clock wise. Torch 12 o’clock Weld speed - 14 inch / min. Weld Time 1 minute. Pipe Fill First Fill 4 inch. 1G. Stainless Sch 40 - 20 degree. J groove. Rotation clock wise. Torch 12 0’clock
TIP TIG Wire Feed Control. TIP TIG # x 2.6= inch/min.
Typical TIG Weld Volts
TIG Power Source Weld Amps (EN)
230
38 - 40
12 -14
180 - 195
42 - 46
205
Pipe 2nd FILL (if required) Travel 9 – 10 inch/min.
35 - 40
175
Pipe Cap 4 inch. 1G Stainless Sch 40. 20 degree. Travel 13 – 14 inch / min
45 - 68
165 - 190
38 - 40
177
68 - 72
177
THE FOLLOWING IS DATA FOR 2 INCH PIPE 2 inch Root. IG – Stain Sch 40. 20 degree with 0.060 land Travel 18 – 19 inch/min Weld Time 25 secs. 4 – 6 mm wall
2 inch Cap Must use slight weave. (#12) Time 47 secs weld travel 9.5 inch/min. 4 – 6 mm wall.
TIP TIG Freq
TIP TIG Hot Wire amps Set in middle. 60- 80
More Documents from "Amer Y K" 5yd2s
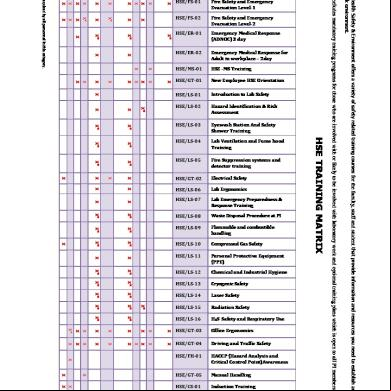
Hse Training Matrix (2) 2n6e6d
October 2019 253
Tip+tig+machine+setup+guide 6xo59
October 2021 0
Tip+tig+weld+data h525c
December 2019 60
Dimetcote 9 Pds Ai 2mq6t
November 2019 48
English Vocabulary In Use Upper Intermediate 3e.pdf 595df
October 2019 1,039