Piston Manufacturing 1o5t1h
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 2z6p3t
Overview 5o1f4z
& View Piston Manufacturing as PDF for free.
More details 6z3438
- Words: 11,727
- Pages: 43
Aluminum Casting Processes http://www.totalmateria.com/page.aspx?ID=CheckArticle&site=ktn&NM=59 Rezumat:
Aluminum is one of the few metals that can be cast by all of the processes used in casting metals. These processes, in decreasing order of amount of aluminum casting, are: die casting, permanent mold casting, sand casting (green sand and dry sand), plaster casting, investment casting, and continuous casting. Other processes such as lost foam, squeeze casting, and hot isostatic pressing are also mentioned. Aluminum is one of the few metals that can be cast by all of the processes used in casting metals. These processes, in decreasing order of amount of aluminum casting, are: die casting, permanent mold casting, sand casting (green sand and dry sand), plaster casting, investment casting, and continuous casting. Other processes such as lost foam, squeeze casting, and hot isostatic pressing are also mentioned. There are many factors that affect selection of a casting process for producing a specific aluminum alloy part. The most important factors for all casting processes are: Feasibility and cost factors Quality factors.
In of feasibility, many aluminum alloy castings can be produced by any of the available methods. For a considerable number of castings, however, dimensions or design features automatically determine the best casting method. Because metal molds weigh from 10 to 100 times as much as the castings they are used in producing, most very large cast products are made as sand castings rather than as die or permanent mold castings. Small castings usually are made with metal molds to ensure dimensional accuracy. Quality factors are also important in the selection of a casting process. When applied to castings, the term quality refers to both degree of soundness (freedom from porosity, cracking, and surface imperfections) and levels of mechanical properties (strength and ductility). However, it should be kept in mind that in die casting, although cooling rates are very high, air tends to be trapped in the casting, which gives rise to appreciable amounts of porosity at the center. Extensive research has been conducted to find ways of reducing such porosity; however, it is difficult if not impossible to eliminate completely, and die castings often are lower in strength than low-pressure or gravity-fed permanent mold castings, which are more sound in spite of slower cooling.
Die Casting
1
Alloys of aluminum are used in die casting more extensively than alloys of any other base metal. In the United States alone, about 2.5 billion dollars worth of aluminum alloy die castings is produced each year. The die casting process consumes almost twice as much tonnage of aluminum alloys as all other casting processes combined. Die casting is especially suited to production of large quantities of relatively small parts. Aluminum die castings weighing up to about 5 kg are common, but castings weighing as much as 50 kg are produced when the high tooling and casting-machine costs are justified. Typical applications of die cast aluminum alloys include: Alloy 380.0 - Lawnmower housings, gear Alloy A380.0 - Streetlamps housings, typewriter frames, dental equipment Alloy 360.0 - Frying skillets, cover plates, instrument cases, parts requiring corrosion resistance. Alloy 413.0 - Outboard motor parts such as pistons, connecting rods, and housings Alloy 518.1 - Escalator parts, conveyor components, aircraft and marine hardware and lit tings.
With die casting, it is possible to maintain close tolerances and produce good surface finishes. Die castings are best designed with uniform wall thickness: minimum practical wall thickness for aluminum alloy die castings is dependent on casting size. Die castings are made by injection of molten metal into metal molds under substantial pressure. Rapid injection and rapid solidification under high pressure combine to produce a dense, fine-grain surface structure, which results in excellent wear and fatigue properties. Air entrapment and shrinkage, however, may result in porosity, and machine cuts should be limited to 1.0 mm to avoid exposing it. Aluminum alloy die castings usually are not heat treated but occasionally are given dimensional and metallurgical stabilization treatments. Die castings are not easily welded or heat treated because of entrapped gases. Special techniques and care in production are required for pressure-tight parts. The selection of an alloy with a narrow freezing range also is helpful. The use of vacuum for cavity venting is practiced in some die casting foundries for production of parts for some special applications. Approximately 85% of aluminum alloy die castings are produced in aluminum-siliconcopper alloys (alloy 380.0 and its several modifications). This family of alloys provides a good combination of cost, strength, and corrosion resistance, together with the high fluidity and freedom from hot shortness that are required for ease of casting. Where better corrosion resistance is required, alloys lower in copper, such as 360.0 and 413.0 must be used.
2
Alloy 518.0 is occasionally specified when highest corrosion resistance is required. This alloy, however, has low fluidity and some tendency to hot shortness. It is difficult to cast, which is reflected in higher cost per casting.
Permanent mold casting Permanent mold (gravity die) casting, like die casting, is suited to high-volume production. Permanent mold castings typically are larger than die castings. Maximum weight of permanent mold castings usually is about 10 kg, but much larger castings sometimes are made when costs of tooling and casting equipment are justified by the quality required for the casting. Permanent mold castings are gravity-fed and pouring rate is relatively low, but the metal mold produces rapid solidification. Permanent mold castings exhibit excellent mechanical properties. Castings are generally sound, provided that the alloys used exhibit good fluidity and resistance to hot tearing. Mechanical properties of permanent mold castings can be further improved by heat treatment. If maximum properties are required, the heat treatment consists of a solution treatment at high temperature followed by a quench and then natural or artificial aging. For small castings in which the cooling rate in the mold is very rapid or for less critical parts, the solution treatment and quench may be eliminated and the fast cooling in the mold relied on to retain in solution the compounds that will produce age hardening. Some common aluminum permanent mold casting alloys, and typical products cast from them, are presented below. Alloy 366.0 - Automotive pistons Alloys 355.0, C355.0, A357.0 - Timing gears, impellers, compressors, and aircraft and missile components requiring high strength Alloys 356.0, A356.0 - Machine tool parts, aircraft wheels, pump parts, marine hardware, valve bodies Other aluminum alloys commonly used for permanent mold castings include 296.0, 319.0, and 333.0.
Sand casting Sand casting, which in a general sense involves the forming of a casting mold with sand, includes conventional sand casting and evaporative pattern (lost-foam) casting. In conventional sand casting, the mold is formed around a pattern by ramming sand, mixed with the proper bonding agent, onto the pattern. Then the pattern is removed, leaving a cavity in the shape of the casting to be made. If the casting is to have internal cavities or undercuts, sand cores are used to make them. Molten metal is poured into the mold, and after it has solidified the mold is broken to remove the casting. In making molds and cores, various agents can be used for bonding the sand. The agent most often used is a mixture of clay and water.
3
Casting quality is determined to a large extent by foundry technique. Proper metalhandling practice is necessary for obtaining sound castings. Complex castings with varying wall thickness will be sound only if proper techniques are used.
Evaporative (lost-foam) pattern casting Evaporative pattern casting (EPC) is a sand casting process that uses an unbounded sand mold with an expendable polystyrene pattern placed inside of the mold. This process is somewhat similar to investment casting in that an expendable material can be used to form relatively intricate patterns in a surrounding mold material. Unlike investment casting, however, evaporative pattern casting (EPC) involves a polystyrene foam pattern that vaporizes during the pouring of molten metal into a surrounding mold of unbounded sand.
Shell Mold Casting In shell mold casting, the molten metal is poured into a shell of resin-bonded sand only 10 to 20 mm thick - much thinner than the massive molds commonly used in sand foundries. Shell mold castings sur ordinary sand castings in surface finish and dimensional accuracy and cool at slightly higher rates; however, equipment and production are more expensive.
Plaster Casting In this method, either a permeable (aerated) or impermeable plaster is used for the mold. The plaster in slurry form is poured around a pattern, the pattern is removed and the plaster mold is baked before the casting is poured. The high insulating value of the plaster allows castings with thin wads to be poured. Minimum wall thickness of aluminum plaster castings typically is 1.5 mm. Plaster molds have high reproducibility, permitting castings to be made with fine details and close tolerances. Mechanical properties and casting quality depend on alloy composition and foundry technique. Slow cooling due to the highly insulating nature of plaster molds tends to magnify solidification-related problems, and thus solidification must be controlled carefully to obtain good mechanical properties. Cost of basic equipment for plaster casting is low; however, because plaster molding is slower than sand molding, cost of operation is high. Aluminum alloys commonly used for plaster casting are 295.0, 355.0, C355.0, 356.0 and A356.0.
Investment casting Investment casting of aluminum most commonly employs plaster molds and expendable patterns of wax or other fusible materials. Plaster slurry is "invested" around patterns for several castings, and the patterns are melted out as the plaster is baked.
4
Investment casting produces precision parts; aluminum castings can have walls as thin as 0.40 to 0.75 mm. However, investment molding is often used to produce large quantities of intricately shaped parts requiring no further machining so internal porosity seldom is a problem. Because of porosity and slow solidification, mechanical properties are low. Investment castings usually are small, and it is especially suited to production of jewelry and parts for precision instruments. Recent strong interest by the aerospace industry in the investment casting process has resulted in limited use of improved technology to produce quality castings. Combining this accurate dimensional control with the high and carefully controlled mechanical properties can, at times, justify casting costs and prices normally not considered practical. Aluminum alloys commonly used for investment castings are 208.0, 295.0, 308.0, 355.0, 356.0, 443,0, 514.0, 535.0 and 712.0.
Centrifugal Casting Centrifuging is another method of forcing metal into a mold. Steel baked sand, plaster, cast iron, or graphite molds and cores are used for centrifugal casting of aluminum. Metal dies or molds provide rapid chilling, resulting in a level of soundness and mechanical properties comparable or superior to that of gravity-poured permanent mold castings. Wheels, wheel hubs, and papermaking or printing rolls are examples of aluminum parts produced by centrifugal casting. Aluminum alloys suitable for permanent mold, sand, or plaster casting can be cast centrifugally.
Continuous Casting Long shapes of simple cross section (such as round, square, and hexagonal rods) can be produced by continuous casting, which is done in a short, bottomless, water-cooled metal mold. The casting is continuously withdrawn from the bottom of the mold; because the mold is water cooled, cooling rate is very high. As a result of continuous feeding, castings generally are free of porosity. In most instances, however, the same product can be made by extrusion at approximately the same cost and with better properties, and thus use of continuous casting is limited. The largest application of continuous casting is production of ingot for rolling, extrusion, or forging.
Composite-Mold Casting Many of the molding methods described above can be combined to obtain greater flexibility in casting. Thus, dry sand cores often are used in green sand molds, and metal chills can be used in sand molds to accelerate local cooling.
5
Hot isostatic pressing Hot isostatic pressing of aluminum castings reduces porosity and can thus decrease the scatter in mechanical properties. The method also makes possible the salvaging of castings that have been scrapped for reasons of internal porosity, thereby achieving improved foundry recovery. This advantage is of more significant importance in the manufacture of castings subject to radiographic inspection when required levels of soundness are not achieved in the casting process. The development of hot isostatic pressing is pertinent to the broad range of castings, but is especially relevant for the more difficult-to-cast aluminum-copper series.
Hybrid Permanent Mold Processes Although die casting, centrifugal casting, and gravity die casting constitute, on a volume basis, the major permanent mold processes, there are also some hybrid processes that use permanent molds. This includes squeeze casting and semisolid metal processing.
Overview The manufacturing process of pistons has changed considerably since the inception of the internal combustion motor. Modern piston manufacturing is fully automated with little or no human intervention. This is not the case with JP Pistons. JP Pistons strength lies in our ability to manufacture very low numbers of pistons at a time (for example, 10-20). This ability means that we do not, and cannot, compete with the massive automated facilities of the manufacturers of mass produced pistons for modern vehicles. It also means that they cannot do what we do either. What is laid out below is the way that we make pistons. We use many modern manufacturing processes, but also older methodologies which ensures our position as a niche manufacturer. Foundry
The foundry is the beginning of the piston. At the foundry the die is prepared by heating it to operating temperature for approximately one hour. This process allows the die to readily accept the molten material when it is poured.
6
The material The material used is a 10% silicon content aluminium.
The die The dies used are 5 piece and three piece. These dies are made from cast iron with steel inserts for the gudgeon pin holes and the cores. The cores dictate the placement of the gudgeon pin and can be located to give offset pins or square pins. 7
The process The process starts by heating the material to 700 degrees Celsius. This is well above the melting point of the aluminium, but below its boiling point. The material is then scooped up with a ladle from the crucible (the pot that holds the molten material). This is then poured into the die through the sprue. The material is then allowed to cool before it is removed from the die and placed into a bin of hot water. This water is used to facilitate a more even settling of the hot metal. After the castings have had time to cool they are placed into a heat treatment plant overnight. This process tempers the casting and ensures the piston will have improved qualities. After it is removed from the heat treatment the casting has its runner removed. This process takes little time and is fully automated.
8
Pin Boring At this stage of the piston manufacturing process the casting has the gudgeon pin hole rough machined and the locating bung machined. The bung This process is where the casting is machined on the base to allow placement of the casting in other machines. This is carried out on a simple lathe.
The pin bore 9
Pin boring is done in conjunction with the bung turning, as one casting is removed from having the bung face machined it is placed on the pin borer. The pin borer is only a rough machining process which allows the reamer to enter the gudgeon hole later. CNC Turning Turning of the casting is carried out on CNC (Computer Numeric Control) machinery. This equipment is the most accurate and fastest available for this application with very tight tolerances and extremelyfastspindlespeeds.,the castings are placed in the lathe on a bung and held in place by a solid rod through the gudgeon pin hole. A draw bolt is activated in the chuck which draws the rod toward the chuck and holds the piston in,place.
The lathe is then started and the machining cycle begun. This cycle is programmed into the lathe in a basic language called G-Code (this code is not the only one available). G-Code has basic commands to tell the lathe to move to certain positions (X,Y,Z co-ordinates), at particular spindle speeds (eg S2500 means spindle speed 2500rpm), at particular feed rates (eg G01; rapid traverse) and other commands such as M01 (repeat programme) and others. As you can see this is a simple system to learn and implement. After the piston is machined it is removed from the lathe and the part number stamped on the crown piston.
10
The piston is now ready for the finishing processes.
Drilling The first stages of the finishing process include drilling, slotting, valve and crank relieving. Drilling Drilling includes all oil holes in places such as the gudgeon pin bosses and oil ring grooves. Slotting Slotting is where slots are placed in the skirt or in the oil ring groove. Valve,relieving This process is done on a mill and invloves setting the machine up for the process, choosing the correct cutter and completing the job. Since there are so many different types of valve reliefs it is impossible to have a specialised machine set up to do one job. Crank Relieving Crank releiving is carried out on a specialised machine which scallops the skirt of the piston to the required shape and depth by using two opposed cutters placed on a common shaft. 11
Grinding This process involves the final size being machined on the piston. The
grinder machines the skirt of the piston only and in the majority of cases is cam ground. Cam grinding ensures the piston will "grow" evenly in the bore of the engine. A perfectly round piston will expand unevenly during use because of the uneven placement of material in the casting (gudgeon pin bosses and ribbing used for strenghtening).
Reaming The final machining process for the piston is that of reaming. This
process involves the piston being placed in a bath of oil and reamed at different sizes to reach the final size required. Since the pin boring process is only rough it is necessary to ream the pin bore a number of times to achieve the surface finish and size required. Reaming is not a fast process and is only partially automated (there are automatic feeds on the reaming machines). Tolerances achieved on the finished reamed surface is 0.4Ra.
12
Pin Fitting and Final Inspection At this stage the piston is cleaned, fitted with the appropriate gudgeon pin, stamped with the pistons' oversize and any other markings, and then sent to despatch.
Despatch 13
Finally, the piston is wrapped and placed in the shipping container with the ring set and sent to the customer.
Aluminium casting processes are classified as Ingot casting or Mould casting. During the first process, primary or secondary aluminium is cast into rolling ingot (slab), extrusion ingot (billet) and wire bar ingot which are subsequently transformed in semi- and finished products. The second process is used in the foundries for producing cast products. This is the oldest and simplest (in theory but not in practice) means of manufacturing shaped components. This section describes exclusively Mould casting which can be divided into two main groups : •
Sand casting
•
Die casting
Other techniques such as "lost foam" or "wax pattern" processes are also used but their economical importance is considerably lower than both listed techniques. Sand Casting In sand casting, re-usable, permanent patterns are used to make the sand moulds. The preparation and the bonding of this sand mould are the critical step and very often are the ratecontrolling step of this process. Two main routes are used for bonding the sand moulds: •
The "green sand" consists of mixtures of sand, clay and moisture.
•
The "dry sand" consists of sand and synthetic binders cured thermally or chemically.
The sand cores used for forming the inside shape of hollow parts of the casting are made using dry sand components. This versatile technique is generally used for high-volume production. An example of half sand mould is given in Figure 1.
14
Figure 1. Half mould with cores and an example of a cast air intake for a turbocharger. Normally, such moulds are filled by pouring the melted metal in the filling system. Mould deg is a particularly complex art and is based on the same principle as gravity die casting illustrated in Figure 4. In the "low pressure" sand casting technique, the melted metal is forced to enter the mould by low pressure difference. This more complicated process allows the production of cast products with thinner wall thickness. Die Casting In this technique, the mould is generally not destroyed at each cast but is permanent, being made of a metal such as cast iron or steel. There are a number of die casting processes, as summarised in Figure 2. High pressure die casting is the most widely used, representing about 50% of all light alloy casting production. Low pressure die casting currently s for about 20% of production and its use is increasing. Gravity die casting s for the rest, with the exception of a small but growing contribution from the recently introduced vacuum die casting and squeeze casting process.
15
Figure 2. Classifications of die casting processes. Gravity Casting A schematic view in Figure 3 shows the main parts constituting a classical mould for gravity die casting. Cores (inner parts of the mould) are generally made of bonded sand.
Figure 3. Schematic view of the components of a casting mould (gravity die casting). Gravity die casting is suitable for mass production and for fully mechanised casting. High Pressure Die Casting In this process, the liquid metal is injected at high speed and high pressure into a metal mould. A schematic view of high pressure die casting is given in Figure 4.
16
Figure 4. Schematic view of a high pressure die casting machine. This equipment consists of two vertical platens on which bolsters are located which hold the die halves. One platen is fixed and the other can move so that the die can be opened and closed. A measured amount of metal is poured into the shot sleeve and then introduced into the mould cavity using a hydraulically-driven piston. Once the metal has solidified, the die is opened and the casting removed. In this process, special precautions must be taken to avoid too many gas inclusions which cause blistering during subsequent heat-treatment or welding of the casting product. Both the machine and its dies are very expensive, and for this reason pressure die casting is economical only for high-volume production. Low Pressure Die Casting As schematised in Figure 5, the die is filled from a pressurised crucible below, and pressures of up to 0.7 bar are usual. Low-pressure die casting is especially suited to the production of components that are symmetric about an axis of rotation. Light automotive wheels are normally manufactured by this technique.
17
Figure 5. Schematic view of a low pressure die casting machine. Vacuum Die Casting The principle is the same as low-pressure die casting. The pressure inside the die is decreased by a vacuum pump and the difference of pressure forces the liquid metal to enter the die. This transfer is less turbulent than by other casting techniques so that gas inclusions can be very limited. As a consequence, this new technique is specially aimed to components which can subsequently be heat-treated. Squeeze Casting or Squeeze Forming As shown in Figure 6, liquid metal is introduced into an open die, just as in a closed die forging process. The dies are then closed. During the final stages of closure, the liquid is displaced into the further parts of the die. No great fluidity requirements are demanded of the liquid, since the displacements are small. Thus forging alloys, which generally have poor fluidities which normally precludes the casting route, can be cast by this process.
18
Figure 6. The squeeze casting principle. This technique is especially suited for making fibre-reinforced castings from fibre cake preform. Squeeze casting forces liquid aluminium to infiltrate the preform. In comparison with nonreinforced aluminium alloy, aluminium alloy matrix composites manufactured by this technique can double the fatigue strength at 300°C. Hence, such reinforcements are commonly used at the edges of the piston head of a diesel engine where solicitations are particularly high. Conclusions Aluminium castings are very powerful and versatile techniques for manufacturing semi- or finished products with intricate shapes. Those techniques are continuously improved and developed to satisfy the needs and to penetrate new markets. Innovations are mainly oriented to the automobile sector which is the most important market for castings. This continual improvement and development will ensure that aluminium castings continue to play a vital role in this field. http://www.azom.com/article.aspx?ArticleID=1392 is considered a fundamental rule in manufacturing an aluminum alloy not to allow the temperature, during the melting operation, to go beyond the point required for pouring into the particular molds employed, to prevent oxidation and gassing the metal. But in making my alloy, I find it advantageous to heat beyond this point required for pouring, in order to have the alloy absorb the various gases present in the products of the fuel combustion. Thus, by "overheating" I mean raising the temperature beyond that required for pouring. It is to be noted that the pouring temperature varies with the particular type of mold employed as is known in the art. For a aluminum piston manufacture I find that a prac- o tical temperature to which the molten mass is to s be raised is approximately 871" C. (16000 F.). In r casting the piston from this molten alloy I allow t the most highly stressed parts of the piston, viz., a the hanger , to solidify at such a rate as t to allow the gas to escape during solidification. o The parts of the piston, such as the bearing sur- I faces, are chilled sufficiently so that the gas s cannot escape, but is entrapped in minute pores p uniformly disseminated throughout these bearing p portions of the piston. I find that due to the n presence of, tfese pores, the outermost of which el are exposed during the machining of the piston, a the surface is capable of absorbing and maintain- ir ing a continuous film of oil. a The alloy embodying my invention may be im- m proved with respect to increased tensile strength, 19
fr increased yield point, and increased hardness by lo a heat treating process. This process consists if of heating castings made from the alloy to a al temperature of approximately 516° C., (9600 F.), th depending upon the size and form of the casting, or the period being longer for the larger than for the fl smaller casting, and holding at this temperature for a period from one to three hours, following by a rapid cooling in a blast of air at room temperature, and then "artificially ageing" it from two to eight hours. In artificially ageing I raise the temperature to 121 to 2550 C., (250 to 4000 F.), depending upon the form, size, thickness of section and nature of the casting. After holding the product at this temperature for two to eight hours, it is allowed to cool at room temperature. I have stated in the above that I allow my alloy, while in the presence of the gaseous furnace products, to become overheated. While this is advantageous from the point of view of absorbing these gases, it has one disadvantage that can be readily appreciated by anyone skilled in the art. This disadvantage arises from the danger of oxygen becoming absorbed into the body of the molten alloy with the resultant formation of aluminum oxide. Since aluminum oxide is an abrasive material, its presence in a piston is very undesirable, both from a machining and an operating standpoint. I have found that by introducing antimony trichloride into the body of the molten alloy before pouring, I am able to greatly facilitate the removal of such aluminum oxide as it actually is formed. In explaining the mechanics of this oxide removal I will confine myself for the present to the action of the aluminum trichloride which is formed when the antimony trichloride is decomposed by the molten aluminum and will later describe the effect of the liberated antimony upon the silicon. I can summarize the reaction into which the antimony trichloride enters with the aluminum as follows: SbCl3+AI-Sb+AIC13 The aluminum trichloride which is formed in the above reaction is useful by virtue of the effect 40 it has In reducing the surface tension of the aluminum-aluminum oxide interface, and thereby allowing the oxide to coagulate and rise to the surface where it may be skimmed off. The other useful gases, carbon monoxide, carbon dioxide, and nitrogen, are in solution in the molten alloy and are not greatly affected, or, at any rate, are iot completely removed by the antimony trichlo. ide treatment. The antimony that is produced by the above reuction becomes uniformly disseminated throughnut the molten alloy. I have found that metallic antimony, when introduced into a molten alumikum-silicon alloy, as antimony trichloride, has he property of "modifying" the alloy. Without ttempting a necessarily lengthy explanation of he modifying process in aluminum-silicon alloys, r without confining myself to any one particuar theory regarding modification, I will simply tate that it is accompanied by the following henomena (a) an increase in the eutectic comosition from 11.6 per cent silicon to approxiuately 13 per cent silicon; (b) a decrease in the utectic temperature from 5770 C., (1071" P.) to pProximately 5650 C., (10490 F.); (c) a definite nprovement in the physical properties of the loy, including elongation; (d) a change in the lcrostructure of the hypoeutectic silicon itself *om the acicular structure of the unmodified aly to the colloidally dispersed silicon of the modLed alloy. In forming binary aluminum silicon loys, the customary agents used to bring about iese changes are the alkali metals and their flurides, hydroxides, chlorides, Peroxides, and the uorides and peroxides of the alkaline earth met- 7I 6 2,131 als as well as various mixtures of these substances. It can be readily appreciated that a modifier that can be introduced into the body of the molten alloy, as I have succeeded in doing with the antimony by adding it as the trichloride in the form of a gas has very definite advantages owing to its uniform dispersion throughout the alloy. In the case of adding the customary agents in the form of salts, the uniformity of their dispersion depends upon the degree of mechanical mixing. In adding the antimony trichloride, I volatilize the same, and thereby it forms a very active dispersing agent in and of itself as contrasted with being mechanically dispersed throughout the mass. Also, the antimony has one further advantage that I have not dealt with, 20
namely, that of increasing the resistance of aluminum alloys to corrosion, especially salt water corrosion. As equivalent of antimony trichloride I give the following: Antimony tribromide, antimony pentachloride, antimony trifluoride, and antimony pentafluoride. The process by which I make my alloy follows. The weights given are sufficient for one hundred pounds of the finished alloy less a slight melting loss. I do not limit myself to the particularcompositions of the starting materials that I described, but my invention includes the use of other materials that are known to those skilled in the art to be equal or equivalent. For example, I may add copper as the metal, in combination with aluminum in the form of an aluminum rich alloy, in combination with both nickel and aluminum as an aluminum rich ternary alloy, or in any other manner that will give the desired analysis in the finished alloy. This applies equally well to the other alloying ingredients. For example, I may add vanadium either as the ten per cent vanadium aluminum alloy, or by introducing a volatile salt of vanadium which will decompose to liberate vanadium. Further, it is to be understood that fifteen pounds of a thirtythree per cent silicon aluminum alloy is the equivalent of ten pounds of the fifty per cent alloy plus five pounds of substantially pure aluminum, etc. i In the crucible of a conventional oilfired tilting crucible furnace, I melt together the following materials: As one of the starting materials, an alloy consisting of fifty per cent silicon, the balance substantially pure aluminum--42 pounds. Substantially pure aluminum-46 pounds. An alloy consisting of twenty per cent nickel, ten per cent copper, and the balance substantially pure aluminum-10 pounds. An alloy consisting of ten per cent vanadium the balance substantially pure aluminum-1 pound. After the above ingredients are thoroughli melted together, I add one pound of metallic mag. nesium. I now allow the temperature of the moltel alloy to increase to approximately 871° C., (1600 F.), while it is in the presence of the products o combustion of the fuel, so that it will absorb car bon monoxide, carbon dioxide and nitroger When this temperature is reached, I introduc antimony trichloride into the molten alloy as have before described. When I have added abou 0.2 pound of antimony trichloride, I allow th temperature to drop to about 816° C., (1500° F.: and the alloy is ready to be poured into piston piston rings, castings, or into ingots for remeltini The aluminum alloy thus formed embodyin ,076 my invention comprises 20 to 22% silicon, 2% nickel, 1% copper, 1% magnesium, 0.1% vanadium, 0.1% antimony, the balance substantially pure aluminum, i. e., aluminum plus impurities, other than silicon and copper. For purposes where tensile 3trength can be sacrificed for better bearing qualities, as in the case where the alloy is to be used for a lightly stressed bearing, I provide an alloy having the following analysis: Silicon 25 to 35%, nickel 2%, copper 1%, magnesium 0.5%, vanadium 0.1%, antimony 0.1%,, and the balance substantially pure aluminum, i. e., aluminum plus impurities, other than silicon and copper. Relative limits of range of ingredients: It is impractical for the alloy to contain silicon to more than 50% by weight of the total alloy, because such an alloy would have a very high melting point, and because the oxidization of aluminum at such high temperature would be so great as to be prohibitive. Below 15% the
21
coefficient of expansion is so great as to render the alloy subject to the customary disadvantages of the alloys now commonly in use. Nickel: This ingredient cannot be below 1% because no appreciable hardening of the matrix results. If more than 5% is added, segregation becomes too great and the alloy becomes brittle. From the point of view of economics, its cost at present prices would be prohibitive. The amount of nickel must be sufficient to prevent precipitation of any copper aluminum compound as such from the copper aluminum solid solution. The nickel serves two purposes (1), to provide hardening, and (2), to provide against permanent volume growth. The rule, therefore, for determining the amount of nickel to be employed in the alloy of my invention, characterized by having a relatively high silicon content, is that there must be just sufficient nickel to combine with the copper aluminum compound and precipitate as ternary copper nickel aluminum compound and prevent the precipitation of copper aluminum as such. The amount of nickel, therefore, is critical for the alloy embodying my invention. Copper: There must be at least 0.5% present to get any hardening and strengthening of the matrix effect, and if there is present more than 2.5%, then there is an undue tendency for permanent volume growth. To be sure, if there should be present more than 2.5%, then it would require a sufficiently larger amount of nickel present to prevent precipitation, which would result in an alloy which would be too brittle. Magnesium: At least 1% is required to obtain the necessary degree of hardness while above 3% excessive oxidization results. Vanadium: A trace is necessary to get any effect, and serious segregation occurs over 1%. I r have found that when the amount of vanadium - is increased, a point may be reached where segregation of crystals of vanadium aluminum comi pound occurs. The segregation begins above o about twenty-five onehundredths of one per f cent, and when the amount of vanadium reaches - one per cent, segregation is serious. Amounts . above twenty-five one hundredths of one per e cent are increasingly disadvantageous for the I reason of increasing segregation. One-tenth of it one per cent has been found to give satisfactory .e results both economically and practically. ), Antimony: Some effect is obtained with a trace s, and with more than 0.5% very coarse crystals of g. antimony are formed, which are objectionable w because they weaken the alloy. If Aluminum-impurities: Balance of alloy is aluminum plus its impurities, other than silicon and copper. The use of antimony as an alloying element in aluminum alloys is known for the purpose of increasing the corrosion resistance. I obtain the advantage of using antimony in the form of antimony trichloride to get the more intimate intermixing, but principally to get the effect of the chlorine which is liberated. The same advantage of intermixing is obtained with vanadium when it is employed in the form of its volatile salts. This application is a continuation-in-part of my application Serial No. 746,422 filed October 1, 1934, and my application Serial No. 85,542 filed June 16, 1936. Obviously, changes may be made in the forms, dimensions and arrangement of the parts of my invention, without departing from the principle thereof, the above setting forth only preferred forms of embodiment.
22
I claim: 1. An aluminum alloy comprising substantially silicon twenty to fifty per cent, nickel one to five per cent, copper five-tenths per cent to two and five tenths per cent, magnesium one to three per cent, vanadium in an effective amount up to 1%, antimony in an effective amount up to 1%, and the balance aluminum plus impurities. 2. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; and (c) superheating said composition in the presence of gases readily absorbable by said composition. 3. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming an aluminum silicon alloy containing silicon 20 to50%,nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, the balance aluminum plus impurities; (b) adding magnesium to said alloy while in a molten state in an amount of 1 to 3%; and (c) superheating said composition in the presence of gases readily absorbable by said composition. 4. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; and (c) superheating said composition to approximately 871 C. in. the presence of gases readily absorbable by said composition. 5. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming an aluminum silicon alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, and the balance substantially all aluminum; (b) adding magnesium to said alloy while in a molten state in an amount of 1 to 3%; and (c) superheating said composition to approximately 8710 C. in the presence of gases readily absorbable by said composition. 6. An aluminum alloy comprising substantially silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, magnesium 1 to 3%, vanadium in an effective amount up to 1% and the balance substantially all aluminum. 7. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; (c) adding antimony trichloride; and (d) superheating said composition in the presence of gases readily absorbable by said composition. 8. The method of dispersing silicon in an aluminum alloy, which consists in the step of adding to the aluminum mix antimony trichloride. 9. The method of dispersing silicon in an aluminum alloy, which consists in the step of adding to the aluminum mix antimony trichloride in effective amounts up to 1%. 10. The aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentialy aluminum. 11. The aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium about A of 1%, the remainder being essentially aluminum.
23
12. A piston suitable for use in internal combustion engines, which piston is formed of a cast aluminum alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, magnesium 1 to 3% and the balance aluminum plus impurities. 13. A piston suitable for use in internal combustion engines, which piston is formed of a cast aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentially aluminum. 14. A piston ring for use in high speed, high compression internal combustion engines, which ring is formed of a cast aluminum alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, magnesium 1 to 3% and the balance 5 aluminum plus impurities. 15. A piston ring for use in high speed, high compression internal combustion engines, which piston ring is formed of a cast aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentially aluminum. Schwarz, Harvey G. 1938 formed from said alloy
Aluminum alloy and process for making the same, piston and piston ring
A technology for forged aluminum pistons and their mass production that enables lightweight design. First adopted on the ’96 model YZF1000 ThunderAce. Used since on large-displacement sports models from the YZF-R series to the Midnight Star. Summary This is an aluminum piston forging technology and its mass production method that involves heating aluminum alloy to a set temperature and putting it in a temperature-controlled metal mold and forging it under pressure into the piston shape. It can make use of strong aluminum alloy material which does not have to be heated until it melts so that it maintains its original even solidification matrix. This makes possible a thinner-walled piston design, thus reducing the piston’s reciprocating inertial weight. The primary merit is that stronger aluminum alloys can be used in the forging process.
Furthermore, a program was developed by which the aluminum alloy is heated to a specified temperature, inserted into the mold with the best timing and forged with just the right amount of pressure.
This is called our “Controlled Forging Technology”. It involves comprehensive control of optimum heating of the aluminum alloy, the temperature of the metal mold, optimum use of the mold freeing agent and control of the pressure applied. In this way it is possible to achieve mass production of aluminum forged pistons that until now had proved difficult.
24
Effect 1) Design of thinner-walled pistons due to the use of stronger aluminum alloys, 2) reduction of reci-procating inertial weight due to the piston’s lighter weight, and improvedpistondurabilityandureliability.
https://www.yamaha-motor.eu
25
Aluminium cast alloys for high performance pistons In the course of engine "downsizing", the automotive industry develops more efficient engines with higher power densities. Consequently, the requirements on the used materials increase.
Separately cast HPDC specimen in the TMF/HCF testing device
The currently used aluminum pistons in modern diesel engines can stand maximum combustion pressures up to 180bar and maximum operating temperatures up to 400°C. This is, with a value of 0.9, already the highest applied homologous material temperature occurring in technical application (T homolog = 0.9 ≡ 90% TS). As part of a BMBF-funded WING project, new cast aluminum piston alloys are developed for production by two, for this application, new casting processes. Low pressure die casting (LPDC) and high pressure die casting (HPDC) offer a smoother melt flow and a significantly higher rate of solidification, respectively, which are advantageous compared to the gravity die casting (GDC) process used in mass production today. This advantages, together with appropriate alloy development, is expected to lead to a further increase of the possible operating parameters to combustion pressures up to 200bar maximum temperatures up to 440°C (T homolog = 0.95).
Temperature and mechanical strain profile of a TMF/HCF test
26
Casting defect as crack initiation of a TMF
The research work of the department of materials mechanics at IEK-2 include the characterization of the microstructure using LM, SEM and TEM, as well as thermo-mechanical fatigue (TMF) experiments with and without superimposed high-cycle fatigue (HCF) loading. In the TMF tests, due to the different manufacturing processes, two different sample geometries are used. The thinner samples with only 4.5 mm have a very small cross section in the gauge length. In order to avoid buckling of these samples, a special glass holder was invented which minimizes bending force caused by attaching the extensometer. The basic TMF tests are performed with a minimum temperature of Tmin= 200°C, a maximum temperature Tmax = 440°C and a dwell time at Tmax of tdwell = 60s. The mechanical strain amplitude is 50% of the thermal strain amplitude (ε a, t me = 50% εa, therm). The superimposed HCF loading with different amplitudes (εa, t HCF = 0.03 to 0.05% εmech) is applied at a frequency of fHCF=10Hz. By using this test method, the thermally induced stresses at the combustion chamber side of the piston during start-stop operation as well as the superimposed fatigue loading caused by ignition pressure and inertial forces are simulated. From the resulting lifetime, the cyclic deformation curve, the fracture mode and metallographic cross sections, conclusions can be drawn about the damage mechanisms serving as an important contribution to alloy and process development.
Institute of Energy and Climate Research (IEK)
Aluminum Sand Casting Process Dependable. Long lasting. Reliable. The Boose Aluminum Way. Product quality is one of your top concerns. You need to know that every step of the aluminum sand casting process is executed by an expert team with the latest technology and an eye toward perfection. Choose Boose Aluminum for your aluminum sand casting needs. No matter the size of your project or the industry you serve, Boose Aluminum delivers quality aluminum sand castings every time. For insight into the basic steps of our aluminum sand casting process, take a quick look at the steps we employ. To discuss the unique approach that the Boose team brings to every job and the industry-best customer service for which we are known, call us at 717-336-5581 or click here to request an appointment.
27
Basic Steps in Aluminum Sand Casting Process A pattern is built from your print or model. The pattern is a positive shape of your part.
A sand mold is made using your pattern. The sand mold is a negative. If your part is a solid aluminum sand casting, the pattern is all that’s required. If your casting is hollow, a separate component called a core must be used. Cores are the shape of the inside of your part. A second tool component will be required, called a core box. Sand is put into the core box and cured to produce a core.
The core is set into the mold before it is closed. Metal is poured into the mold traveling through a “gating” system and into the void left by the pattern and core. After the metal solidifies the mold is “dumped.” Your aluminum sand castings still attached to the gating system are pulled from the sand. The core is vibrated out of the aluminum sand casting and the casting is cut off of the gating. The aluminum sand casting then needs ground. The gating s and any excess metal fins are removed from the casting leaving only the shape you required.
28
he Process
The Mold Like in all permanent mold manufacturing processes, the first step in die casting is the production of the mold. The mold must be accurately created as two halves that can be opened and closed for removal of the metal casting, similar to the basic permanent mold castingprocess. The mold for die casting is commonly machined from steel and contains all the components of the gating system. Multi-cavity die are employed in manufacturing industry to produce several castings with each cycle. Unit dies which are a combination of smaller dies are also used to manufacture metal castings in industry. In a die casting production setup, the mold, (or die), is designed so that its mass is far greater than that of the casting. Typically the mold will have 1000 times the mass of the metal casting. So a 2 pound part will require a mold weighing a ton! Due to the extreme pressures and the continuous exposure to thermal gradients from the molten metal, wearing of the die can be a problem. However in a well maintained manufacturing process, a die can last hundreds of thousands of cycles before needing to be replaced.
Die Casting Machines In addition to the opening and closing of the mold to prepare for and remove castings, it is very important that there is enough force that can be applied to hold the two halves of the mold together during the injection of the molten metal. Flow of molten metal under such pressures will create a tremendous force acting to separate the die halves during the process. Die casting machines are large and strong, designed to hold the mold together against such forces.
29
Figure:81
In manufacturing industry, die casting machines are rated on the force with which they can hold the mold closed. Clamping forces for these machines vary from around 25 to 3000 tons.
30
Injection Of Molten Metal In industrial manufacture the process of die casting falls into two basic categories, hot chamber die casting and cold chamber die casting. Each process will be discussed specifically in more detail later. Although these processes vary from each other, both employ a piston or plunger to force molten metal to travel in the desired direction.
Figure:82
The pressure at which the metal is forced to flow into the mold in die casting manufacture is on the order of 1000psi to 50000psi (7MPa to 350MPa). This pressure is able for the tremendously intricate surface detail and thin walls that are often observed in metal castings manufactured by this technique. 31
Once the mold has been filled with molten metal, the pressure is maintained until the casting has hardened. The mold is then opened and the casting is removed. Ejector pins built into the mold assist in the removal of the metal casting. In most manufacturing operations, the internal surfaces of the mold are sprayed with a lubricant before every cycle. The lubricant will assist in cooling down the dies as well as preventing the metal casting from sticking to the mold. After the casting has been removed and the lubricant applied to the mold surfaces, the die are clamped together again then the cycle will repeat itself. Cycle times will differ depending upon the details of each specific die casting manufacturing technique. In some instances, very high rates of production have been achieved using this metal casting process.
Insert Molding With the die casting process, shafts, bolts, bushings and other parts can be inserted into the mold and the metalcasting may be formed around these parts. This is called insert molding, once solidified these parts become one with the casting. To help with the integration of the part into the casting, the part may be grooved or knurled providing a stronger surface between the part and the molten metal.
Figure:83
32
Properties And Considerations Of Manufacturing By Die Casting Metal castings with close tolerances, tremendous surface detail, and thin intricate walls can be manufactured using this process.
Due to the rapid cooling at the die walls smaller grain structures are formed, resulting in manufactured metal castings with superior mechanical properties. This is especially true of the thinner sections of the casting. 33
When manufacturing by this process, it is of concern to keep the mold cool. Die may have special ages built into them that water is cycled through in order to keep down thermal extremes.
High production rates are possible in die casting manufacture.
Since the mold is not permeable, adequate vents need to be provided for the elimination of gases during the metal casting process. These vents are usually placed along the parting line between the die.
Due to the high pressures, a thin flash of metal is usually squeezed out at the parting line. This flash has to be trimmed latter from the casting.
Ejector pins will usually leave small round marks on the metal casting. These can be observed on the surfaces of manufactured parts.
The need to open and close the mold limits some of the shapes and geometries that may be cast using this manufacturing process.
Equipment cost for die casting are generally high.
34
Die casting manufacture can be highly automated, making labor cost low.
Die casting is similar to most other permanent mold casting processes in that high set up cost, and high productivity make it suitable for larger batch manufacture and not small production runs. http://thelibraryofmanufacturing.com/die_casting.html Pistons are commonly made of a cast aluminum alloy for excellent and lightweight thermal conductivity. Most pistons are made from die- or gravity-cast aluminum alloy. Cast aluminum alloy is lightweight and has good structural integrity and low manufacturing costs. The light weight of aluminum reduces the overall mass and force necessary to initiate and maintain acceleration of the piston. This allows the piston to utilize more of the force produced by combustion to power the application.
Cast Aluminum Pistons Best suited for stock engines. Lower price point. The typical cast piston is made of a lower grade aluminum which is molten and flowed into a mold having the shape of the finished product. Piston molds are permanent dies, intricately made of multiple-piece steel shapes. The molten aluminum is vacuum drawn into the mold. So accurate is the process that the resulting casting requires minimal machining. Cast pistons, costing less, are more brittle than hypereutectic or forged pistons so they are not well suited for high performance applications. Hypereutectic Aluminum Pistons Best suited for up to 600 HP in SB or 700 HP in BB normally aspirated engines. Mid price point. 35
The hypereutectic piston is also a cast piston but with an ideal amount of silicon added (approximately 16%) to produce a much stronger version of the standard cast piston. Silicon itself expands less than aluminum, but it also acts as an insulator to prevent the aluminum from absorbing as much of the operational heat. Another benefit of adding silicon is that the piston becomes harder and is less susceptible to scuffing. Additionally the higher silicon content of the hypereutectic pistons allows for a tighter fit piston improving combustion seal due to reduced rocking of the piston as it travels in the cylinder wall. Although not as robust as forged pistons, hypereutectic pistons are an ideal choice for engines producing up to 600 HP in small blocks and up to 700 HP in big blocks, depending on application. Because of the higher silicon content, hypereutectic is a less ductile alloy and is less forgiving when used with boosted and/or nitrous applications, making them best suited for normally aspirated engines. 4032 Forged Aluminum Pistons Best suited for engines producing up to 1000 horsepower normally aspirated. Higher price point. Forged pistons are the strongest piston on the market. The manufacturing process is different from a cast piston. The aluminum is not molten like a cast piston, instead a hot slug of aluminum alloy called an ingot is placed in a female mold, and a male ram is pounded into it. The result is a piston blank, which must then undergo many machining operations before it becomes a piston. 4032 is a high-silicon (approximately 11%.), low-expansion alloy. Pistons made from this alloy can be installed with tighter piston to bore clearance, resulting in a tighter seal with less noise and reduced scuffing than its 2618 cousin, due to reduced rocking of the piston as it travels in the cylinder wall. 4032 is also a more stable alloy, so it will retain characteristics such as ring groove integrity, for longer life cycle applications. Because of the higher silicon content, 4032 is a less ductile alloy and is less forgiving when used with boosted and/or nitrous applications, making them best suited for normally aspirated engines. 2618 Forged Aluminum Pistons Best suited for engines producing up to 1200 horsepower and is ideal for engines running power adders. Higher price point. Forged pistons are the strongest piston on the market. The manufacturing process is different from a cast piston. The aluminum is not molten like a cast piston, instead a 36
hot slug of aluminum alloy called an ingot is placed in a female mold, and a male ram is pounded into it. The result is a piston blank, which must then undergo many machining operations before it becomes a piston. The 2618 aluminum material is a low-silicon (approximately 2%), high-expansion alloy that is used for extreme-duty racing applications such as NASCAR, ALMS, etc. Due to its high-expansion characteristic, this alloy is engineered with additional piston to bore clearance. At the start of a cold engine, the pistons expanding can be heard and is commonly referred to as the "piston slap". Once the engine warms up the noise subsides as the piston expands to its running clearance. 2618 is a more ductile alloy and grants higher tolerances with higher resistance to detonation. The forgiving characteristics allow for the most extreme conditions, but longevity is eventually compromised after countless heat cycles.
Forged versus cast pistons August 15, 2012Pat
When building an engine for your muscle car, one decision is to use forged versus cast pistons. While most people know that forged pistons are stronger, I am not sure if everyone knows why.
37
Image courtesy of matchity, on Flickr When you think about it, it is amazing that your pistons don’t end up as a molten pile of aluminum in your oil pan. Aluminum melts at around 1250 degrees F, and the combustion temperatures can exceed that. How the piston survives is that since it is aluminum, it can transfer that head rapidly to keep cool. That will work for a while, but after a while the piston will no longer be able to transfer enough heat to other parts of the piston and to the cylinder walls. The other thing that helps is the fact that there is a thin layer of cooler gas that is next to the piston that acts as a buffer to help keep the piston cool. That is why detonation or pinging is so dangerous, the flame front hits the piston to early and washes away part or all of that gas layer and can melt the piston. That is why you see gray flecks on your spark plug if you have had enough detonation, the piston melted and droplets of it ended up on your spark plugs. As I mentioned before, automotive pistons are made of aluminum, actually an aluminum alloy that contains silicon as well. The silicon is added to strengthen the aluminum as well as reduce the expansion due to increased temperatures. Cast pistons are made by pouring melted aluminum alloy into a mold that is in the shape of a piston. After they have cooled and solidified the pistons are machined to their final shape and dimensions. This is a less expensive way to manufacture pistons since there is minimal machine work involved. Forged pistons are made by heating a chunk of aluminum alloy and using a press to squeeze or forge it into a rough piston shape by using tons of pressure. This compacts the structure of the aluminum alloy in the piston making it stronger. It also results in the piston having more thermal expansion due to the denser structure of the alloy. There is a third type of piston, hypereutectic. What that means is that it has a higher level of silicon that a standard cast piston. It is still a cast piston, but it is stronger, and it has less thermal expansion. That allows it to fit into the cylinder tighter and have less ring gap since it doesn’t expand as much. That is why most new cars have them, it allows a better seal in the cylinder and less emissions. All of this brings us to the question of what should be used in my car. If it is a mild engine with no boost or nitrous, and it is not routinely running at redline, cast or hypereutectic pistons would be just fine. Personally, if there isn’t much of a price difference I would go with hypereutectic pistons. Forged pistons are good for running a turbo or a super charger, running nitrous or if it will often see high RPMs. Of course it can also be piece of mind for a milder engine, but it usually isn’t needed. But if you are building an engine and think you may one day want to run nitrous on it, then definitely go with forged.
38
TEP 1 – Crushing and Grinding: Alumina recovery begins by ing the bauxite through screens to sort it by size. It is then crushed to produce relatively uniformly sized material. This materials is fed into a large grinding mill where it is mixed with a caustic soda solution (sodium hydroxide) under high temperature and pressure. The grinding mill rotates like a huge drum while steel rods, rolling around loose inside the mill, grind the ore to an even finer consistency. The material finally discharged from the mill is called slurry. The resulting liquor contains a solution of sodium aluminate and undissolved bauxite residues containing iron, silicon and titanium. These residues – commonly referred to as "red mud" – gradually sink to the bottom of the tank and are removed.
STEP 2 – Digesting: The slurry is pumped to a digester where the chemical reaction to dissolve the alumina takes place. In the digester the slurry – under 50 pounds per square inch pressure – is heated to 300° Fahrenheit (145° Celsius). It remains in the digester under those conditions from 30 minutes to several hours. More caustic soda is added to dissolve aluminum containing compounds in the slurry. Undesirable compounds either don't dissolve in the caustic soda, or combine with other compounds to create a scale on equipment which must be periodically cleaned. The digestion process produces a sodium aluminate solution. Because all of this takes place in a pressure cooker, the slurry is pumped into a series of flash tanks to reduce the pressure and heat before it is transferred into settling tanks
STEP 3 – Settling: Settling is achieved primarily by using gravity, although some chemicals are added to aid the process. Just as a glass of sugar water with fine sand suspended in it will separate out over time, the impurities in the slurry - things like sand and iron and other trace elements that do not dissolve - will eventually settle to the bottom.
39
The liquor at the top of the tank (which looks like coffee) is now directed through a series of filters. After washing to recover alumina and caustic soda, the remaining red mud is pumped into large storage ponds where it is dried by evaporation.
The alumina in the still warm liquor consists of tiny, suspended crystals. However there are still some very fine, solid impurities that must be removed. Just as coffee filters keep the grounds out of your cup, the filters here work the same way. The giant-sized filters consist of a series of "leaves"– big cloth filters over steel frames – and remove much of the remaining solids in the liquor. The material caught by the filters is known as a filter cake and is washed to remove alumina and caustic soda. The filtered liquor - a sodium aluminate solution - is then cooled and pumped to the precipitators.
STEP 4 – Precipitation: Imagine a tank as tall as a six-story building. Now imagine row after row of those tanks called precipitators. The clear sodium aluminate from the settling and filtering operation is pumped into these precipitators. Fine particles of alumina – called seed crystals (alumina hydrate) – are added to start the precipitation of pure alumina particles as the liquor cools. Alumina crystals begin to grow around the seeds, then settle to the bottom of the tank where they are removed and transferred to "thickening tanks." Finally, it is filtered again then transferred by conveyor to the calcination kilns.
40
STEP 5 – Calcination: Calcination is a heating process to remove the chemically combined water from the alumina hydrate. That's why, once the hydrated alumina is calcined, it is referred to as anhydrous alumina. Anhydrous means without water. From precipitation, the hydrate is filtered and washed to rinse away impurities and remove moisture. A continuous conveyor system delivers the hydrate into the calcining kiln. The calcining kiln is brick-lined inside and gas-fired to a temperature of 2,000°F or 1,100°C. It slowly rotates (to make sure the alumina dries evenly) and is mounted on a tilted foundation which allows the alumina to move through it to cooling eqipment. (Newer plants use a method called fluid bed calcining where alumina particles are suspended above a screen by hot air and calcined.) The result is a white powder like that shown below: pure alumina. The caustic soda is returned to the beginning of the process and used again.
At this point, the alumina is ready for conversion into aluminum at a smelter. Alumina is also used in making chemicals and ceramics.
Stage 2 Converting Alumina to Aluminum Smelting: In 1886, two 22-year-old scientists on opposite sides of the Atlantic, Charles Hall of the USA and Paul L.T. Heroult of , made the same discovery – molten cryolite (a sodium aluminum fluoride mineral) could be used to dissolve alumina and the resulting chemical reaction would produce metallic aluminum. The Hall-Heroult process remains in use today.
41
The Hall-Heroult process takes place in a large carbon or graphite lined steel container called a reduction pot. In most plants, the pots are lined up in long rows called potlines. The key to the chemical reaction necessary to convert the alumina to metallic aluminum is the running of an electrical current through the cryolite/alumina mixture. The process requires the use of direct current (DC) – not the alternating current (AC) used in homes. The immense amounts of power required to produce aluminum is the reason why aluminum plants are almost always located in areas where affordable electrical power is readily available. Some experts maintain that one percent of all the energy used in the United States is used in the making of aluminum. The electrical voltage used in a typical reduction pot is only 5.25 volts, but the amperage is VERY high – generally in the range of 100,000 to 150,000 amperes or more. The current flows between a carbon anode (positively charged), made of petroleum coke and pitch, and a cathode (negatively charged), formed by the thick carbon or graphite lining of the pot.
When the electric current es through the mixture, the carbon of the anode combines with the oxygen in the alumina. The chemical reaction produces metallic aluminum and carbon dioxide. The molten aluminum settles to the bottom of the pot where it is periodically syphoned off into crucibles while the carbon dioxide – a gas – escapes. Very little cryolite is lost in the process, and the alumina is constantly replenished from storage containers above the reduction pots. The metal is now ready to be forged, turned into alloys, or extruded into the shapes and forms necessary to make appliances, electronics, automobiles, airplanes cans and hundreds of other familiar, useful items. Aluminum is formed at about 900°C, but once formed has a melting point of only 660°C. In some smelters this spare heat is used to melt recycled metal, which is then blended with the new metal. Recycled metal requires only 5 per cent of the energy required to make new metal. Blending recycled metal with new metal allows considerable energy savings, as well as the efficient use of the extra heat available. When it comes to quality, there is no difference between primary metal and recycled metal. The smelting process required to produce aluminum from the alumina is continuous the potline is usually kept in production 24 hours a day year-round. A smelter cannot easily be stopped and restarted. If production is interrupted by a power supply failure of more than four hours, the metal in the pots will solidify, often requiring an expensive rebuilding process. The cost of building a typical, modern smelter is about $1.6 billion.
42
Most smelters produce aluminum that is 99.7% pure – acceptable for most applications. However, super pure aluminum (99.99%) is required for some special applications, typically those where high ductility or conductivity is required. It should be noted that what may appear to be marginal differences in the purities of smelter grade aluminum and super purity aluminum can result in significant changes in the properties of the metal.
43
Aluminum is one of the few metals that can be cast by all of the processes used in casting metals. These processes, in decreasing order of amount of aluminum casting, are: die casting, permanent mold casting, sand casting (green sand and dry sand), plaster casting, investment casting, and continuous casting. Other processes such as lost foam, squeeze casting, and hot isostatic pressing are also mentioned. Aluminum is one of the few metals that can be cast by all of the processes used in casting metals. These processes, in decreasing order of amount of aluminum casting, are: die casting, permanent mold casting, sand casting (green sand and dry sand), plaster casting, investment casting, and continuous casting. Other processes such as lost foam, squeeze casting, and hot isostatic pressing are also mentioned. There are many factors that affect selection of a casting process for producing a specific aluminum alloy part. The most important factors for all casting processes are: Feasibility and cost factors Quality factors.
In of feasibility, many aluminum alloy castings can be produced by any of the available methods. For a considerable number of castings, however, dimensions or design features automatically determine the best casting method. Because metal molds weigh from 10 to 100 times as much as the castings they are used in producing, most very large cast products are made as sand castings rather than as die or permanent mold castings. Small castings usually are made with metal molds to ensure dimensional accuracy. Quality factors are also important in the selection of a casting process. When applied to castings, the term quality refers to both degree of soundness (freedom from porosity, cracking, and surface imperfections) and levels of mechanical properties (strength and ductility). However, it should be kept in mind that in die casting, although cooling rates are very high, air tends to be trapped in the casting, which gives rise to appreciable amounts of porosity at the center. Extensive research has been conducted to find ways of reducing such porosity; however, it is difficult if not impossible to eliminate completely, and die castings often are lower in strength than low-pressure or gravity-fed permanent mold castings, which are more sound in spite of slower cooling.
Die Casting
1
Alloys of aluminum are used in die casting more extensively than alloys of any other base metal. In the United States alone, about 2.5 billion dollars worth of aluminum alloy die castings is produced each year. The die casting process consumes almost twice as much tonnage of aluminum alloys as all other casting processes combined. Die casting is especially suited to production of large quantities of relatively small parts. Aluminum die castings weighing up to about 5 kg are common, but castings weighing as much as 50 kg are produced when the high tooling and casting-machine costs are justified. Typical applications of die cast aluminum alloys include: Alloy 380.0 - Lawnmower housings, gear Alloy A380.0 - Streetlamps housings, typewriter frames, dental equipment Alloy 360.0 - Frying skillets, cover plates, instrument cases, parts requiring corrosion resistance. Alloy 413.0 - Outboard motor parts such as pistons, connecting rods, and housings Alloy 518.1 - Escalator parts, conveyor components, aircraft and marine hardware and lit tings.
With die casting, it is possible to maintain close tolerances and produce good surface finishes. Die castings are best designed with uniform wall thickness: minimum practical wall thickness for aluminum alloy die castings is dependent on casting size. Die castings are made by injection of molten metal into metal molds under substantial pressure. Rapid injection and rapid solidification under high pressure combine to produce a dense, fine-grain surface structure, which results in excellent wear and fatigue properties. Air entrapment and shrinkage, however, may result in porosity, and machine cuts should be limited to 1.0 mm to avoid exposing it. Aluminum alloy die castings usually are not heat treated but occasionally are given dimensional and metallurgical stabilization treatments. Die castings are not easily welded or heat treated because of entrapped gases. Special techniques and care in production are required for pressure-tight parts. The selection of an alloy with a narrow freezing range also is helpful. The use of vacuum for cavity venting is practiced in some die casting foundries for production of parts for some special applications. Approximately 85% of aluminum alloy die castings are produced in aluminum-siliconcopper alloys (alloy 380.0 and its several modifications). This family of alloys provides a good combination of cost, strength, and corrosion resistance, together with the high fluidity and freedom from hot shortness that are required for ease of casting. Where better corrosion resistance is required, alloys lower in copper, such as 360.0 and 413.0 must be used.
2
Alloy 518.0 is occasionally specified when highest corrosion resistance is required. This alloy, however, has low fluidity and some tendency to hot shortness. It is difficult to cast, which is reflected in higher cost per casting.
Permanent mold casting Permanent mold (gravity die) casting, like die casting, is suited to high-volume production. Permanent mold castings typically are larger than die castings. Maximum weight of permanent mold castings usually is about 10 kg, but much larger castings sometimes are made when costs of tooling and casting equipment are justified by the quality required for the casting. Permanent mold castings are gravity-fed and pouring rate is relatively low, but the metal mold produces rapid solidification. Permanent mold castings exhibit excellent mechanical properties. Castings are generally sound, provided that the alloys used exhibit good fluidity and resistance to hot tearing. Mechanical properties of permanent mold castings can be further improved by heat treatment. If maximum properties are required, the heat treatment consists of a solution treatment at high temperature followed by a quench and then natural or artificial aging. For small castings in which the cooling rate in the mold is very rapid or for less critical parts, the solution treatment and quench may be eliminated and the fast cooling in the mold relied on to retain in solution the compounds that will produce age hardening. Some common aluminum permanent mold casting alloys, and typical products cast from them, are presented below. Alloy 366.0 - Automotive pistons Alloys 355.0, C355.0, A357.0 - Timing gears, impellers, compressors, and aircraft and missile components requiring high strength Alloys 356.0, A356.0 - Machine tool parts, aircraft wheels, pump parts, marine hardware, valve bodies Other aluminum alloys commonly used for permanent mold castings include 296.0, 319.0, and 333.0.
Sand casting Sand casting, which in a general sense involves the forming of a casting mold with sand, includes conventional sand casting and evaporative pattern (lost-foam) casting. In conventional sand casting, the mold is formed around a pattern by ramming sand, mixed with the proper bonding agent, onto the pattern. Then the pattern is removed, leaving a cavity in the shape of the casting to be made. If the casting is to have internal cavities or undercuts, sand cores are used to make them. Molten metal is poured into the mold, and after it has solidified the mold is broken to remove the casting. In making molds and cores, various agents can be used for bonding the sand. The agent most often used is a mixture of clay and water.
3
Casting quality is determined to a large extent by foundry technique. Proper metalhandling practice is necessary for obtaining sound castings. Complex castings with varying wall thickness will be sound only if proper techniques are used.
Evaporative (lost-foam) pattern casting Evaporative pattern casting (EPC) is a sand casting process that uses an unbounded sand mold with an expendable polystyrene pattern placed inside of the mold. This process is somewhat similar to investment casting in that an expendable material can be used to form relatively intricate patterns in a surrounding mold material. Unlike investment casting, however, evaporative pattern casting (EPC) involves a polystyrene foam pattern that vaporizes during the pouring of molten metal into a surrounding mold of unbounded sand.
Shell Mold Casting In shell mold casting, the molten metal is poured into a shell of resin-bonded sand only 10 to 20 mm thick - much thinner than the massive molds commonly used in sand foundries. Shell mold castings sur ordinary sand castings in surface finish and dimensional accuracy and cool at slightly higher rates; however, equipment and production are more expensive.
Plaster Casting In this method, either a permeable (aerated) or impermeable plaster is used for the mold. The plaster in slurry form is poured around a pattern, the pattern is removed and the plaster mold is baked before the casting is poured. The high insulating value of the plaster allows castings with thin wads to be poured. Minimum wall thickness of aluminum plaster castings typically is 1.5 mm. Plaster molds have high reproducibility, permitting castings to be made with fine details and close tolerances. Mechanical properties and casting quality depend on alloy composition and foundry technique. Slow cooling due to the highly insulating nature of plaster molds tends to magnify solidification-related problems, and thus solidification must be controlled carefully to obtain good mechanical properties. Cost of basic equipment for plaster casting is low; however, because plaster molding is slower than sand molding, cost of operation is high. Aluminum alloys commonly used for plaster casting are 295.0, 355.0, C355.0, 356.0 and A356.0.
Investment casting Investment casting of aluminum most commonly employs plaster molds and expendable patterns of wax or other fusible materials. Plaster slurry is "invested" around patterns for several castings, and the patterns are melted out as the plaster is baked.
4
Investment casting produces precision parts; aluminum castings can have walls as thin as 0.40 to 0.75 mm. However, investment molding is often used to produce large quantities of intricately shaped parts requiring no further machining so internal porosity seldom is a problem. Because of porosity and slow solidification, mechanical properties are low. Investment castings usually are small, and it is especially suited to production of jewelry and parts for precision instruments. Recent strong interest by the aerospace industry in the investment casting process has resulted in limited use of improved technology to produce quality castings. Combining this accurate dimensional control with the high and carefully controlled mechanical properties can, at times, justify casting costs and prices normally not considered practical. Aluminum alloys commonly used for investment castings are 208.0, 295.0, 308.0, 355.0, 356.0, 443,0, 514.0, 535.0 and 712.0.
Centrifugal Casting Centrifuging is another method of forcing metal into a mold. Steel baked sand, plaster, cast iron, or graphite molds and cores are used for centrifugal casting of aluminum. Metal dies or molds provide rapid chilling, resulting in a level of soundness and mechanical properties comparable or superior to that of gravity-poured permanent mold castings. Wheels, wheel hubs, and papermaking or printing rolls are examples of aluminum parts produced by centrifugal casting. Aluminum alloys suitable for permanent mold, sand, or plaster casting can be cast centrifugally.
Continuous Casting Long shapes of simple cross section (such as round, square, and hexagonal rods) can be produced by continuous casting, which is done in a short, bottomless, water-cooled metal mold. The casting is continuously withdrawn from the bottom of the mold; because the mold is water cooled, cooling rate is very high. As a result of continuous feeding, castings generally are free of porosity. In most instances, however, the same product can be made by extrusion at approximately the same cost and with better properties, and thus use of continuous casting is limited. The largest application of continuous casting is production of ingot for rolling, extrusion, or forging.
Composite-Mold Casting Many of the molding methods described above can be combined to obtain greater flexibility in casting. Thus, dry sand cores often are used in green sand molds, and metal chills can be used in sand molds to accelerate local cooling.
5
Hot isostatic pressing Hot isostatic pressing of aluminum castings reduces porosity and can thus decrease the scatter in mechanical properties. The method also makes possible the salvaging of castings that have been scrapped for reasons of internal porosity, thereby achieving improved foundry recovery. This advantage is of more significant importance in the manufacture of castings subject to radiographic inspection when required levels of soundness are not achieved in the casting process. The development of hot isostatic pressing is pertinent to the broad range of castings, but is especially relevant for the more difficult-to-cast aluminum-copper series.
Hybrid Permanent Mold Processes Although die casting, centrifugal casting, and gravity die casting constitute, on a volume basis, the major permanent mold processes, there are also some hybrid processes that use permanent molds. This includes squeeze casting and semisolid metal processing.
Overview The manufacturing process of pistons has changed considerably since the inception of the internal combustion motor. Modern piston manufacturing is fully automated with little or no human intervention. This is not the case with JP Pistons. JP Pistons strength lies in our ability to manufacture very low numbers of pistons at a time (for example, 10-20). This ability means that we do not, and cannot, compete with the massive automated facilities of the manufacturers of mass produced pistons for modern vehicles. It also means that they cannot do what we do either. What is laid out below is the way that we make pistons. We use many modern manufacturing processes, but also older methodologies which ensures our position as a niche manufacturer. Foundry
The foundry is the beginning of the piston. At the foundry the die is prepared by heating it to operating temperature for approximately one hour. This process allows the die to readily accept the molten material when it is poured.
6
The material The material used is a 10% silicon content aluminium.
The die The dies used are 5 piece and three piece. These dies are made from cast iron with steel inserts for the gudgeon pin holes and the cores. The cores dictate the placement of the gudgeon pin and can be located to give offset pins or square pins. 7
The process The process starts by heating the material to 700 degrees Celsius. This is well above the melting point of the aluminium, but below its boiling point. The material is then scooped up with a ladle from the crucible (the pot that holds the molten material). This is then poured into the die through the sprue. The material is then allowed to cool before it is removed from the die and placed into a bin of hot water. This water is used to facilitate a more even settling of the hot metal. After the castings have had time to cool they are placed into a heat treatment plant overnight. This process tempers the casting and ensures the piston will have improved qualities. After it is removed from the heat treatment the casting has its runner removed. This process takes little time and is fully automated.
8
Pin Boring At this stage of the piston manufacturing process the casting has the gudgeon pin hole rough machined and the locating bung machined. The bung This process is where the casting is machined on the base to allow placement of the casting in other machines. This is carried out on a simple lathe.
The pin bore 9
Pin boring is done in conjunction with the bung turning, as one casting is removed from having the bung face machined it is placed on the pin borer. The pin borer is only a rough machining process which allows the reamer to enter the gudgeon hole later. CNC Turning Turning of the casting is carried out on CNC (Computer Numeric Control) machinery. This equipment is the most accurate and fastest available for this application with very tight tolerances and extremelyfastspindlespeeds.,the castings are placed in the lathe on a bung and held in place by a solid rod through the gudgeon pin hole. A draw bolt is activated in the chuck which draws the rod toward the chuck and holds the piston in,place.
The lathe is then started and the machining cycle begun. This cycle is programmed into the lathe in a basic language called G-Code (this code is not the only one available). G-Code has basic commands to tell the lathe to move to certain positions (X,Y,Z co-ordinates), at particular spindle speeds (eg S2500 means spindle speed 2500rpm), at particular feed rates (eg G01; rapid traverse) and other commands such as M01 (repeat programme) and others. As you can see this is a simple system to learn and implement. After the piston is machined it is removed from the lathe and the part number stamped on the crown piston.
10
The piston is now ready for the finishing processes.
Drilling The first stages of the finishing process include drilling, slotting, valve and crank relieving. Drilling Drilling includes all oil holes in places such as the gudgeon pin bosses and oil ring grooves. Slotting Slotting is where slots are placed in the skirt or in the oil ring groove. Valve,relieving This process is done on a mill and invloves setting the machine up for the process, choosing the correct cutter and completing the job. Since there are so many different types of valve reliefs it is impossible to have a specialised machine set up to do one job. Crank Relieving Crank releiving is carried out on a specialised machine which scallops the skirt of the piston to the required shape and depth by using two opposed cutters placed on a common shaft. 11
Grinding This process involves the final size being machined on the piston. The
grinder machines the skirt of the piston only and in the majority of cases is cam ground. Cam grinding ensures the piston will "grow" evenly in the bore of the engine. A perfectly round piston will expand unevenly during use because of the uneven placement of material in the casting (gudgeon pin bosses and ribbing used for strenghtening).
Reaming The final machining process for the piston is that of reaming. This
process involves the piston being placed in a bath of oil and reamed at different sizes to reach the final size required. Since the pin boring process is only rough it is necessary to ream the pin bore a number of times to achieve the surface finish and size required. Reaming is not a fast process and is only partially automated (there are automatic feeds on the reaming machines). Tolerances achieved on the finished reamed surface is 0.4Ra.
12
Pin Fitting and Final Inspection At this stage the piston is cleaned, fitted with the appropriate gudgeon pin, stamped with the pistons' oversize and any other markings, and then sent to despatch.
Despatch 13
Finally, the piston is wrapped and placed in the shipping container with the ring set and sent to the customer.
Aluminium casting processes are classified as Ingot casting or Mould casting. During the first process, primary or secondary aluminium is cast into rolling ingot (slab), extrusion ingot (billet) and wire bar ingot which are subsequently transformed in semi- and finished products. The second process is used in the foundries for producing cast products. This is the oldest and simplest (in theory but not in practice) means of manufacturing shaped components. This section describes exclusively Mould casting which can be divided into two main groups : •
Sand casting
•
Die casting
Other techniques such as "lost foam" or "wax pattern" processes are also used but their economical importance is considerably lower than both listed techniques. Sand Casting In sand casting, re-usable, permanent patterns are used to make the sand moulds. The preparation and the bonding of this sand mould are the critical step and very often are the ratecontrolling step of this process. Two main routes are used for bonding the sand moulds: •
The "green sand" consists of mixtures of sand, clay and moisture.
•
The "dry sand" consists of sand and synthetic binders cured thermally or chemically.
The sand cores used for forming the inside shape of hollow parts of the casting are made using dry sand components. This versatile technique is generally used for high-volume production. An example of half sand mould is given in Figure 1.
14
Figure 1. Half mould with cores and an example of a cast air intake for a turbocharger. Normally, such moulds are filled by pouring the melted metal in the filling system. Mould deg is a particularly complex art and is based on the same principle as gravity die casting illustrated in Figure 4. In the "low pressure" sand casting technique, the melted metal is forced to enter the mould by low pressure difference. This more complicated process allows the production of cast products with thinner wall thickness. Die Casting In this technique, the mould is generally not destroyed at each cast but is permanent, being made of a metal such as cast iron or steel. There are a number of die casting processes, as summarised in Figure 2. High pressure die casting is the most widely used, representing about 50% of all light alloy casting production. Low pressure die casting currently s for about 20% of production and its use is increasing. Gravity die casting s for the rest, with the exception of a small but growing contribution from the recently introduced vacuum die casting and squeeze casting process.
15
Figure 2. Classifications of die casting processes. Gravity Casting A schematic view in Figure 3 shows the main parts constituting a classical mould for gravity die casting. Cores (inner parts of the mould) are generally made of bonded sand.
Figure 3. Schematic view of the components of a casting mould (gravity die casting). Gravity die casting is suitable for mass production and for fully mechanised casting. High Pressure Die Casting In this process, the liquid metal is injected at high speed and high pressure into a metal mould. A schematic view of high pressure die casting is given in Figure 4.
16
Figure 4. Schematic view of a high pressure die casting machine. This equipment consists of two vertical platens on which bolsters are located which hold the die halves. One platen is fixed and the other can move so that the die can be opened and closed. A measured amount of metal is poured into the shot sleeve and then introduced into the mould cavity using a hydraulically-driven piston. Once the metal has solidified, the die is opened and the casting removed. In this process, special precautions must be taken to avoid too many gas inclusions which cause blistering during subsequent heat-treatment or welding of the casting product. Both the machine and its dies are very expensive, and for this reason pressure die casting is economical only for high-volume production. Low Pressure Die Casting As schematised in Figure 5, the die is filled from a pressurised crucible below, and pressures of up to 0.7 bar are usual. Low-pressure die casting is especially suited to the production of components that are symmetric about an axis of rotation. Light automotive wheels are normally manufactured by this technique.
17
Figure 5. Schematic view of a low pressure die casting machine. Vacuum Die Casting The principle is the same as low-pressure die casting. The pressure inside the die is decreased by a vacuum pump and the difference of pressure forces the liquid metal to enter the die. This transfer is less turbulent than by other casting techniques so that gas inclusions can be very limited. As a consequence, this new technique is specially aimed to components which can subsequently be heat-treated. Squeeze Casting or Squeeze Forming As shown in Figure 6, liquid metal is introduced into an open die, just as in a closed die forging process. The dies are then closed. During the final stages of closure, the liquid is displaced into the further parts of the die. No great fluidity requirements are demanded of the liquid, since the displacements are small. Thus forging alloys, which generally have poor fluidities which normally precludes the casting route, can be cast by this process.
18
Figure 6. The squeeze casting principle. This technique is especially suited for making fibre-reinforced castings from fibre cake preform. Squeeze casting forces liquid aluminium to infiltrate the preform. In comparison with nonreinforced aluminium alloy, aluminium alloy matrix composites manufactured by this technique can double the fatigue strength at 300°C. Hence, such reinforcements are commonly used at the edges of the piston head of a diesel engine where solicitations are particularly high. Conclusions Aluminium castings are very powerful and versatile techniques for manufacturing semi- or finished products with intricate shapes. Those techniques are continuously improved and developed to satisfy the needs and to penetrate new markets. Innovations are mainly oriented to the automobile sector which is the most important market for castings. This continual improvement and development will ensure that aluminium castings continue to play a vital role in this field. http://www.azom.com/article.aspx?ArticleID=1392 is considered a fundamental rule in manufacturing an aluminum alloy not to allow the temperature, during the melting operation, to go beyond the point required for pouring into the particular molds employed, to prevent oxidation and gassing the metal. But in making my alloy, I find it advantageous to heat beyond this point required for pouring, in order to have the alloy absorb the various gases present in the products of the fuel combustion. Thus, by "overheating" I mean raising the temperature beyond that required for pouring. It is to be noted that the pouring temperature varies with the particular type of mold employed as is known in the art. For a aluminum piston manufacture I find that a prac- o tical temperature to which the molten mass is to s be raised is approximately 871" C. (16000 F.). In r casting the piston from this molten alloy I allow t the most highly stressed parts of the piston, viz., a the hanger , to solidify at such a rate as t to allow the gas to escape during solidification. o The parts of the piston, such as the bearing sur- I faces, are chilled sufficiently so that the gas s cannot escape, but is entrapped in minute pores p uniformly disseminated throughout these bearing p portions of the piston. I find that due to the n presence of, tfese pores, the outermost of which el are exposed during the machining of the piston, a the surface is capable of absorbing and maintain- ir ing a continuous film of oil. a The alloy embodying my invention may be im- m proved with respect to increased tensile strength, 19
fr increased yield point, and increased hardness by lo a heat treating process. This process consists if of heating castings made from the alloy to a al temperature of approximately 516° C., (9600 F.), th depending upon the size and form of the casting, or the period being longer for the larger than for the fl smaller casting, and holding at this temperature for a period from one to three hours, following by a rapid cooling in a blast of air at room temperature, and then "artificially ageing" it from two to eight hours. In artificially ageing I raise the temperature to 121 to 2550 C., (250 to 4000 F.), depending upon the form, size, thickness of section and nature of the casting. After holding the product at this temperature for two to eight hours, it is allowed to cool at room temperature. I have stated in the above that I allow my alloy, while in the presence of the gaseous furnace products, to become overheated. While this is advantageous from the point of view of absorbing these gases, it has one disadvantage that can be readily appreciated by anyone skilled in the art. This disadvantage arises from the danger of oxygen becoming absorbed into the body of the molten alloy with the resultant formation of aluminum oxide. Since aluminum oxide is an abrasive material, its presence in a piston is very undesirable, both from a machining and an operating standpoint. I have found that by introducing antimony trichloride into the body of the molten alloy before pouring, I am able to greatly facilitate the removal of such aluminum oxide as it actually is formed. In explaining the mechanics of this oxide removal I will confine myself for the present to the action of the aluminum trichloride which is formed when the antimony trichloride is decomposed by the molten aluminum and will later describe the effect of the liberated antimony upon the silicon. I can summarize the reaction into which the antimony trichloride enters with the aluminum as follows: SbCl3+AI-Sb+AIC13 The aluminum trichloride which is formed in the above reaction is useful by virtue of the effect 40 it has In reducing the surface tension of the aluminum-aluminum oxide interface, and thereby allowing the oxide to coagulate and rise to the surface where it may be skimmed off. The other useful gases, carbon monoxide, carbon dioxide, and nitrogen, are in solution in the molten alloy and are not greatly affected, or, at any rate, are iot completely removed by the antimony trichlo. ide treatment. The antimony that is produced by the above reuction becomes uniformly disseminated throughnut the molten alloy. I have found that metallic antimony, when introduced into a molten alumikum-silicon alloy, as antimony trichloride, has he property of "modifying" the alloy. Without ttempting a necessarily lengthy explanation of he modifying process in aluminum-silicon alloys, r without confining myself to any one particuar theory regarding modification, I will simply tate that it is accompanied by the following henomena (a) an increase in the eutectic comosition from 11.6 per cent silicon to approxiuately 13 per cent silicon; (b) a decrease in the utectic temperature from 5770 C., (1071" P.) to pProximately 5650 C., (10490 F.); (c) a definite nprovement in the physical properties of the loy, including elongation; (d) a change in the lcrostructure of the hypoeutectic silicon itself *om the acicular structure of the unmodified aly to the colloidally dispersed silicon of the modLed alloy. In forming binary aluminum silicon loys, the customary agents used to bring about iese changes are the alkali metals and their flurides, hydroxides, chlorides, Peroxides, and the uorides and peroxides of the alkaline earth met- 7I 6 2,131 als as well as various mixtures of these substances. It can be readily appreciated that a modifier that can be introduced into the body of the molten alloy, as I have succeeded in doing with the antimony by adding it as the trichloride in the form of a gas has very definite advantages owing to its uniform dispersion throughout the alloy. In the case of adding the customary agents in the form of salts, the uniformity of their dispersion depends upon the degree of mechanical mixing. In adding the antimony trichloride, I volatilize the same, and thereby it forms a very active dispersing agent in and of itself as contrasted with being mechanically dispersed throughout the mass. Also, the antimony has one further advantage that I have not dealt with, 20
namely, that of increasing the resistance of aluminum alloys to corrosion, especially salt water corrosion. As equivalent of antimony trichloride I give the following: Antimony tribromide, antimony pentachloride, antimony trifluoride, and antimony pentafluoride. The process by which I make my alloy follows. The weights given are sufficient for one hundred pounds of the finished alloy less a slight melting loss. I do not limit myself to the particularcompositions of the starting materials that I described, but my invention includes the use of other materials that are known to those skilled in the art to be equal or equivalent. For example, I may add copper as the metal, in combination with aluminum in the form of an aluminum rich alloy, in combination with both nickel and aluminum as an aluminum rich ternary alloy, or in any other manner that will give the desired analysis in the finished alloy. This applies equally well to the other alloying ingredients. For example, I may add vanadium either as the ten per cent vanadium aluminum alloy, or by introducing a volatile salt of vanadium which will decompose to liberate vanadium. Further, it is to be understood that fifteen pounds of a thirtythree per cent silicon aluminum alloy is the equivalent of ten pounds of the fifty per cent alloy plus five pounds of substantially pure aluminum, etc. i In the crucible of a conventional oilfired tilting crucible furnace, I melt together the following materials: As one of the starting materials, an alloy consisting of fifty per cent silicon, the balance substantially pure aluminum--42 pounds. Substantially pure aluminum-46 pounds. An alloy consisting of twenty per cent nickel, ten per cent copper, and the balance substantially pure aluminum-10 pounds. An alloy consisting of ten per cent vanadium the balance substantially pure aluminum-1 pound. After the above ingredients are thoroughli melted together, I add one pound of metallic mag. nesium. I now allow the temperature of the moltel alloy to increase to approximately 871° C., (1600 F.), while it is in the presence of the products o combustion of the fuel, so that it will absorb car bon monoxide, carbon dioxide and nitroger When this temperature is reached, I introduc antimony trichloride into the molten alloy as have before described. When I have added abou 0.2 pound of antimony trichloride, I allow th temperature to drop to about 816° C., (1500° F.: and the alloy is ready to be poured into piston piston rings, castings, or into ingots for remeltini The aluminum alloy thus formed embodyin ,076 my invention comprises 20 to 22% silicon, 2% nickel, 1% copper, 1% magnesium, 0.1% vanadium, 0.1% antimony, the balance substantially pure aluminum, i. e., aluminum plus impurities, other than silicon and copper. For purposes where tensile 3trength can be sacrificed for better bearing qualities, as in the case where the alloy is to be used for a lightly stressed bearing, I provide an alloy having the following analysis: Silicon 25 to 35%, nickel 2%, copper 1%, magnesium 0.5%, vanadium 0.1%, antimony 0.1%,, and the balance substantially pure aluminum, i. e., aluminum plus impurities, other than silicon and copper. Relative limits of range of ingredients: It is impractical for the alloy to contain silicon to more than 50% by weight of the total alloy, because such an alloy would have a very high melting point, and because the oxidization of aluminum at such high temperature would be so great as to be prohibitive. Below 15% the
21
coefficient of expansion is so great as to render the alloy subject to the customary disadvantages of the alloys now commonly in use. Nickel: This ingredient cannot be below 1% because no appreciable hardening of the matrix results. If more than 5% is added, segregation becomes too great and the alloy becomes brittle. From the point of view of economics, its cost at present prices would be prohibitive. The amount of nickel must be sufficient to prevent precipitation of any copper aluminum compound as such from the copper aluminum solid solution. The nickel serves two purposes (1), to provide hardening, and (2), to provide against permanent volume growth. The rule, therefore, for determining the amount of nickel to be employed in the alloy of my invention, characterized by having a relatively high silicon content, is that there must be just sufficient nickel to combine with the copper aluminum compound and precipitate as ternary copper nickel aluminum compound and prevent the precipitation of copper aluminum as such. The amount of nickel, therefore, is critical for the alloy embodying my invention. Copper: There must be at least 0.5% present to get any hardening and strengthening of the matrix effect, and if there is present more than 2.5%, then there is an undue tendency for permanent volume growth. To be sure, if there should be present more than 2.5%, then it would require a sufficiently larger amount of nickel present to prevent precipitation, which would result in an alloy which would be too brittle. Magnesium: At least 1% is required to obtain the necessary degree of hardness while above 3% excessive oxidization results. Vanadium: A trace is necessary to get any effect, and serious segregation occurs over 1%. I r have found that when the amount of vanadium - is increased, a point may be reached where segregation of crystals of vanadium aluminum comi pound occurs. The segregation begins above o about twenty-five onehundredths of one per f cent, and when the amount of vanadium reaches - one per cent, segregation is serious. Amounts . above twenty-five one hundredths of one per e cent are increasingly disadvantageous for the I reason of increasing segregation. One-tenth of it one per cent has been found to give satisfactory .e results both economically and practically. ), Antimony: Some effect is obtained with a trace s, and with more than 0.5% very coarse crystals of g. antimony are formed, which are objectionable w because they weaken the alloy. If Aluminum-impurities: Balance of alloy is aluminum plus its impurities, other than silicon and copper. The use of antimony as an alloying element in aluminum alloys is known for the purpose of increasing the corrosion resistance. I obtain the advantage of using antimony in the form of antimony trichloride to get the more intimate intermixing, but principally to get the effect of the chlorine which is liberated. The same advantage of intermixing is obtained with vanadium when it is employed in the form of its volatile salts. This application is a continuation-in-part of my application Serial No. 746,422 filed October 1, 1934, and my application Serial No. 85,542 filed June 16, 1936. Obviously, changes may be made in the forms, dimensions and arrangement of the parts of my invention, without departing from the principle thereof, the above setting forth only preferred forms of embodiment.
22
I claim: 1. An aluminum alloy comprising substantially silicon twenty to fifty per cent, nickel one to five per cent, copper five-tenths per cent to two and five tenths per cent, magnesium one to three per cent, vanadium in an effective amount up to 1%, antimony in an effective amount up to 1%, and the balance aluminum plus impurities. 2. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; and (c) superheating said composition in the presence of gases readily absorbable by said composition. 3. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming an aluminum silicon alloy containing silicon 20 to50%,nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, the balance aluminum plus impurities; (b) adding magnesium to said alloy while in a molten state in an amount of 1 to 3%; and (c) superheating said composition in the presence of gases readily absorbable by said composition. 4. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; and (c) superheating said composition to approximately 871 C. in. the presence of gases readily absorbable by said composition. 5. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming an aluminum silicon alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, and the balance substantially all aluminum; (b) adding magnesium to said alloy while in a molten state in an amount of 1 to 3%; and (c) superheating said composition to approximately 8710 C. in the presence of gases readily absorbable by said composition. 6. An aluminum alloy comprising substantially silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, magnesium 1 to 3%, vanadium in an effective amount up to 1% and the balance substantially all aluminum. 7. The process of making an aluminum alloy characterized by having a low coefficient of expansion comprising the steps of (a) forming a hypereutectic aluminum silicon alloy containing nickel, copper, and vanadium; (b) adding magnesium to said alloy while in a molten state; (c) adding antimony trichloride; and (d) superheating said composition in the presence of gases readily absorbable by said composition. 8. The method of dispersing silicon in an aluminum alloy, which consists in the step of adding to the aluminum mix antimony trichloride. 9. The method of dispersing silicon in an aluminum alloy, which consists in the step of adding to the aluminum mix antimony trichloride in effective amounts up to 1%. 10. The aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentialy aluminum. 11. The aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium about A of 1%, the remainder being essentially aluminum.
23
12. A piston suitable for use in internal combustion engines, which piston is formed of a cast aluminum alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, magnesium 1 to 3% and the balance aluminum plus impurities. 13. A piston suitable for use in internal combustion engines, which piston is formed of a cast aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentially aluminum. 14. A piston ring for use in high speed, high compression internal combustion engines, which ring is formed of a cast aluminum alloy containing silicon 20 to 50%, nickel 1 to 5%, copper 0.5 to 2.5%, vanadium in an effective amount up to 1%, magnesium 1 to 3% and the balance 5 aluminum plus impurities. 15. A piston ring for use in high speed, high compression internal combustion engines, which piston ring is formed of a cast aluminum alloy containing from 20 to 22% of silicon, copper about 1%, nickel about twice the copper, magnesium about 1%, and vanadium in effective amount up to 1%, the remainder being essentially aluminum. Schwarz, Harvey G. 1938 formed from said alloy
Aluminum alloy and process for making the same, piston and piston ring
A technology for forged aluminum pistons and their mass production that enables lightweight design. First adopted on the ’96 model YZF1000 ThunderAce. Used since on large-displacement sports models from the YZF-R series to the Midnight Star. Summary This is an aluminum piston forging technology and its mass production method that involves heating aluminum alloy to a set temperature and putting it in a temperature-controlled metal mold and forging it under pressure into the piston shape. It can make use of strong aluminum alloy material which does not have to be heated until it melts so that it maintains its original even solidification matrix. This makes possible a thinner-walled piston design, thus reducing the piston’s reciprocating inertial weight. The primary merit is that stronger aluminum alloys can be used in the forging process.
Furthermore, a program was developed by which the aluminum alloy is heated to a specified temperature, inserted into the mold with the best timing and forged with just the right amount of pressure.
This is called our “Controlled Forging Technology”. It involves comprehensive control of optimum heating of the aluminum alloy, the temperature of the metal mold, optimum use of the mold freeing agent and control of the pressure applied. In this way it is possible to achieve mass production of aluminum forged pistons that until now had proved difficult.
24
Effect 1) Design of thinner-walled pistons due to the use of stronger aluminum alloys, 2) reduction of reci-procating inertial weight due to the piston’s lighter weight, and improvedpistondurabilityandureliability.
https://www.yamaha-motor.eu
25
Aluminium cast alloys for high performance pistons In the course of engine "downsizing", the automotive industry develops more efficient engines with higher power densities. Consequently, the requirements on the used materials increase.
Separately cast HPDC specimen in the TMF/HCF testing device
The currently used aluminum pistons in modern diesel engines can stand maximum combustion pressures up to 180bar and maximum operating temperatures up to 400°C. This is, with a value of 0.9, already the highest applied homologous material temperature occurring in technical application (T homolog = 0.9 ≡ 90% TS). As part of a BMBF-funded WING project, new cast aluminum piston alloys are developed for production by two, for this application, new casting processes. Low pressure die casting (LPDC) and high pressure die casting (HPDC) offer a smoother melt flow and a significantly higher rate of solidification, respectively, which are advantageous compared to the gravity die casting (GDC) process used in mass production today. This advantages, together with appropriate alloy development, is expected to lead to a further increase of the possible operating parameters to combustion pressures up to 200bar maximum temperatures up to 440°C (T homolog = 0.95).
Temperature and mechanical strain profile of a TMF/HCF test
26
Casting defect as crack initiation of a TMF
The research work of the department of materials mechanics at IEK-2 include the characterization of the microstructure using LM, SEM and TEM, as well as thermo-mechanical fatigue (TMF) experiments with and without superimposed high-cycle fatigue (HCF) loading. In the TMF tests, due to the different manufacturing processes, two different sample geometries are used. The thinner samples with only 4.5 mm have a very small cross section in the gauge length. In order to avoid buckling of these samples, a special glass holder was invented which minimizes bending force caused by attaching the extensometer. The basic TMF tests are performed with a minimum temperature of Tmin= 200°C, a maximum temperature Tmax = 440°C and a dwell time at Tmax of tdwell = 60s. The mechanical strain amplitude is 50% of the thermal strain amplitude (ε a, t me = 50% εa, therm). The superimposed HCF loading with different amplitudes (εa, t HCF = 0.03 to 0.05% εmech) is applied at a frequency of fHCF=10Hz. By using this test method, the thermally induced stresses at the combustion chamber side of the piston during start-stop operation as well as the superimposed fatigue loading caused by ignition pressure and inertial forces are simulated. From the resulting lifetime, the cyclic deformation curve, the fracture mode and metallographic cross sections, conclusions can be drawn about the damage mechanisms serving as an important contribution to alloy and process development.
Institute of Energy and Climate Research (IEK)
Aluminum Sand Casting Process Dependable. Long lasting. Reliable. The Boose Aluminum Way. Product quality is one of your top concerns. You need to know that every step of the aluminum sand casting process is executed by an expert team with the latest technology and an eye toward perfection. Choose Boose Aluminum for your aluminum sand casting needs. No matter the size of your project or the industry you serve, Boose Aluminum delivers quality aluminum sand castings every time. For insight into the basic steps of our aluminum sand casting process, take a quick look at the steps we employ. To discuss the unique approach that the Boose team brings to every job and the industry-best customer service for which we are known, call us at 717-336-5581 or click here to request an appointment.
27
Basic Steps in Aluminum Sand Casting Process A pattern is built from your print or model. The pattern is a positive shape of your part.
A sand mold is made using your pattern. The sand mold is a negative. If your part is a solid aluminum sand casting, the pattern is all that’s required. If your casting is hollow, a separate component called a core must be used. Cores are the shape of the inside of your part. A second tool component will be required, called a core box. Sand is put into the core box and cured to produce a core.
The core is set into the mold before it is closed. Metal is poured into the mold traveling through a “gating” system and into the void left by the pattern and core. After the metal solidifies the mold is “dumped.” Your aluminum sand castings still attached to the gating system are pulled from the sand. The core is vibrated out of the aluminum sand casting and the casting is cut off of the gating. The aluminum sand casting then needs ground. The gating s and any excess metal fins are removed from the casting leaving only the shape you required.
28
he Process
The Mold Like in all permanent mold manufacturing processes, the first step in die casting is the production of the mold. The mold must be accurately created as two halves that can be opened and closed for removal of the metal casting, similar to the basic permanent mold castingprocess. The mold for die casting is commonly machined from steel and contains all the components of the gating system. Multi-cavity die are employed in manufacturing industry to produce several castings with each cycle. Unit dies which are a combination of smaller dies are also used to manufacture metal castings in industry. In a die casting production setup, the mold, (or die), is designed so that its mass is far greater than that of the casting. Typically the mold will have 1000 times the mass of the metal casting. So a 2 pound part will require a mold weighing a ton! Due to the extreme pressures and the continuous exposure to thermal gradients from the molten metal, wearing of the die can be a problem. However in a well maintained manufacturing process, a die can last hundreds of thousands of cycles before needing to be replaced.
Die Casting Machines In addition to the opening and closing of the mold to prepare for and remove castings, it is very important that there is enough force that can be applied to hold the two halves of the mold together during the injection of the molten metal. Flow of molten metal under such pressures will create a tremendous force acting to separate the die halves during the process. Die casting machines are large and strong, designed to hold the mold together against such forces.
29
Figure:81
In manufacturing industry, die casting machines are rated on the force with which they can hold the mold closed. Clamping forces for these machines vary from around 25 to 3000 tons.
30
Injection Of Molten Metal In industrial manufacture the process of die casting falls into two basic categories, hot chamber die casting and cold chamber die casting. Each process will be discussed specifically in more detail later. Although these processes vary from each other, both employ a piston or plunger to force molten metal to travel in the desired direction.
Figure:82
The pressure at which the metal is forced to flow into the mold in die casting manufacture is on the order of 1000psi to 50000psi (7MPa to 350MPa). This pressure is able for the tremendously intricate surface detail and thin walls that are often observed in metal castings manufactured by this technique. 31
Once the mold has been filled with molten metal, the pressure is maintained until the casting has hardened. The mold is then opened and the casting is removed. Ejector pins built into the mold assist in the removal of the metal casting. In most manufacturing operations, the internal surfaces of the mold are sprayed with a lubricant before every cycle. The lubricant will assist in cooling down the dies as well as preventing the metal casting from sticking to the mold. After the casting has been removed and the lubricant applied to the mold surfaces, the die are clamped together again then the cycle will repeat itself. Cycle times will differ depending upon the details of each specific die casting manufacturing technique. In some instances, very high rates of production have been achieved using this metal casting process.
Insert Molding With the die casting process, shafts, bolts, bushings and other parts can be inserted into the mold and the metalcasting may be formed around these parts. This is called insert molding, once solidified these parts become one with the casting. To help with the integration of the part into the casting, the part may be grooved or knurled providing a stronger surface between the part and the molten metal.
Figure:83
32
Properties And Considerations Of Manufacturing By Die Casting Metal castings with close tolerances, tremendous surface detail, and thin intricate walls can be manufactured using this process.
Due to the rapid cooling at the die walls smaller grain structures are formed, resulting in manufactured metal castings with superior mechanical properties. This is especially true of the thinner sections of the casting. 33
When manufacturing by this process, it is of concern to keep the mold cool. Die may have special ages built into them that water is cycled through in order to keep down thermal extremes.
High production rates are possible in die casting manufacture.
Since the mold is not permeable, adequate vents need to be provided for the elimination of gases during the metal casting process. These vents are usually placed along the parting line between the die.
Due to the high pressures, a thin flash of metal is usually squeezed out at the parting line. This flash has to be trimmed latter from the casting.
Ejector pins will usually leave small round marks on the metal casting. These can be observed on the surfaces of manufactured parts.
The need to open and close the mold limits some of the shapes and geometries that may be cast using this manufacturing process.
Equipment cost for die casting are generally high.
34
Die casting manufacture can be highly automated, making labor cost low.
Die casting is similar to most other permanent mold casting processes in that high set up cost, and high productivity make it suitable for larger batch manufacture and not small production runs. http://thelibraryofmanufacturing.com/die_casting.html Pistons are commonly made of a cast aluminum alloy for excellent and lightweight thermal conductivity. Most pistons are made from die- or gravity-cast aluminum alloy. Cast aluminum alloy is lightweight and has good structural integrity and low manufacturing costs. The light weight of aluminum reduces the overall mass and force necessary to initiate and maintain acceleration of the piston. This allows the piston to utilize more of the force produced by combustion to power the application.
Cast Aluminum Pistons Best suited for stock engines. Lower price point. The typical cast piston is made of a lower grade aluminum which is molten and flowed into a mold having the shape of the finished product. Piston molds are permanent dies, intricately made of multiple-piece steel shapes. The molten aluminum is vacuum drawn into the mold. So accurate is the process that the resulting casting requires minimal machining. Cast pistons, costing less, are more brittle than hypereutectic or forged pistons so they are not well suited for high performance applications. Hypereutectic Aluminum Pistons Best suited for up to 600 HP in SB or 700 HP in BB normally aspirated engines. Mid price point. 35
The hypereutectic piston is also a cast piston but with an ideal amount of silicon added (approximately 16%) to produce a much stronger version of the standard cast piston. Silicon itself expands less than aluminum, but it also acts as an insulator to prevent the aluminum from absorbing as much of the operational heat. Another benefit of adding silicon is that the piston becomes harder and is less susceptible to scuffing. Additionally the higher silicon content of the hypereutectic pistons allows for a tighter fit piston improving combustion seal due to reduced rocking of the piston as it travels in the cylinder wall. Although not as robust as forged pistons, hypereutectic pistons are an ideal choice for engines producing up to 600 HP in small blocks and up to 700 HP in big blocks, depending on application. Because of the higher silicon content, hypereutectic is a less ductile alloy and is less forgiving when used with boosted and/or nitrous applications, making them best suited for normally aspirated engines. 4032 Forged Aluminum Pistons Best suited for engines producing up to 1000 horsepower normally aspirated. Higher price point. Forged pistons are the strongest piston on the market. The manufacturing process is different from a cast piston. The aluminum is not molten like a cast piston, instead a hot slug of aluminum alloy called an ingot is placed in a female mold, and a male ram is pounded into it. The result is a piston blank, which must then undergo many machining operations before it becomes a piston. 4032 is a high-silicon (approximately 11%.), low-expansion alloy. Pistons made from this alloy can be installed with tighter piston to bore clearance, resulting in a tighter seal with less noise and reduced scuffing than its 2618 cousin, due to reduced rocking of the piston as it travels in the cylinder wall. 4032 is also a more stable alloy, so it will retain characteristics such as ring groove integrity, for longer life cycle applications. Because of the higher silicon content, 4032 is a less ductile alloy and is less forgiving when used with boosted and/or nitrous applications, making them best suited for normally aspirated engines. 2618 Forged Aluminum Pistons Best suited for engines producing up to 1200 horsepower and is ideal for engines running power adders. Higher price point. Forged pistons are the strongest piston on the market. The manufacturing process is different from a cast piston. The aluminum is not molten like a cast piston, instead a 36
hot slug of aluminum alloy called an ingot is placed in a female mold, and a male ram is pounded into it. The result is a piston blank, which must then undergo many machining operations before it becomes a piston. The 2618 aluminum material is a low-silicon (approximately 2%), high-expansion alloy that is used for extreme-duty racing applications such as NASCAR, ALMS, etc. Due to its high-expansion characteristic, this alloy is engineered with additional piston to bore clearance. At the start of a cold engine, the pistons expanding can be heard and is commonly referred to as the "piston slap". Once the engine warms up the noise subsides as the piston expands to its running clearance. 2618 is a more ductile alloy and grants higher tolerances with higher resistance to detonation. The forgiving characteristics allow for the most extreme conditions, but longevity is eventually compromised after countless heat cycles.
Forged versus cast pistons August 15, 2012Pat
When building an engine for your muscle car, one decision is to use forged versus cast pistons. While most people know that forged pistons are stronger, I am not sure if everyone knows why.
37
Image courtesy of matchity, on Flickr When you think about it, it is amazing that your pistons don’t end up as a molten pile of aluminum in your oil pan. Aluminum melts at around 1250 degrees F, and the combustion temperatures can exceed that. How the piston survives is that since it is aluminum, it can transfer that head rapidly to keep cool. That will work for a while, but after a while the piston will no longer be able to transfer enough heat to other parts of the piston and to the cylinder walls. The other thing that helps is the fact that there is a thin layer of cooler gas that is next to the piston that acts as a buffer to help keep the piston cool. That is why detonation or pinging is so dangerous, the flame front hits the piston to early and washes away part or all of that gas layer and can melt the piston. That is why you see gray flecks on your spark plug if you have had enough detonation, the piston melted and droplets of it ended up on your spark plugs. As I mentioned before, automotive pistons are made of aluminum, actually an aluminum alloy that contains silicon as well. The silicon is added to strengthen the aluminum as well as reduce the expansion due to increased temperatures. Cast pistons are made by pouring melted aluminum alloy into a mold that is in the shape of a piston. After they have cooled and solidified the pistons are machined to their final shape and dimensions. This is a less expensive way to manufacture pistons since there is minimal machine work involved. Forged pistons are made by heating a chunk of aluminum alloy and using a press to squeeze or forge it into a rough piston shape by using tons of pressure. This compacts the structure of the aluminum alloy in the piston making it stronger. It also results in the piston having more thermal expansion due to the denser structure of the alloy. There is a third type of piston, hypereutectic. What that means is that it has a higher level of silicon that a standard cast piston. It is still a cast piston, but it is stronger, and it has less thermal expansion. That allows it to fit into the cylinder tighter and have less ring gap since it doesn’t expand as much. That is why most new cars have them, it allows a better seal in the cylinder and less emissions. All of this brings us to the question of what should be used in my car. If it is a mild engine with no boost or nitrous, and it is not routinely running at redline, cast or hypereutectic pistons would be just fine. Personally, if there isn’t much of a price difference I would go with hypereutectic pistons. Forged pistons are good for running a turbo or a super charger, running nitrous or if it will often see high RPMs. Of course it can also be piece of mind for a milder engine, but it usually isn’t needed. But if you are building an engine and think you may one day want to run nitrous on it, then definitely go with forged.
38
TEP 1 – Crushing and Grinding: Alumina recovery begins by ing the bauxite through screens to sort it by size. It is then crushed to produce relatively uniformly sized material. This materials is fed into a large grinding mill where it is mixed with a caustic soda solution (sodium hydroxide) under high temperature and pressure. The grinding mill rotates like a huge drum while steel rods, rolling around loose inside the mill, grind the ore to an even finer consistency. The material finally discharged from the mill is called slurry. The resulting liquor contains a solution of sodium aluminate and undissolved bauxite residues containing iron, silicon and titanium. These residues – commonly referred to as "red mud" – gradually sink to the bottom of the tank and are removed.
STEP 2 – Digesting: The slurry is pumped to a digester where the chemical reaction to dissolve the alumina takes place. In the digester the slurry – under 50 pounds per square inch pressure – is heated to 300° Fahrenheit (145° Celsius). It remains in the digester under those conditions from 30 minutes to several hours. More caustic soda is added to dissolve aluminum containing compounds in the slurry. Undesirable compounds either don't dissolve in the caustic soda, or combine with other compounds to create a scale on equipment which must be periodically cleaned. The digestion process produces a sodium aluminate solution. Because all of this takes place in a pressure cooker, the slurry is pumped into a series of flash tanks to reduce the pressure and heat before it is transferred into settling tanks
STEP 3 – Settling: Settling is achieved primarily by using gravity, although some chemicals are added to aid the process. Just as a glass of sugar water with fine sand suspended in it will separate out over time, the impurities in the slurry - things like sand and iron and other trace elements that do not dissolve - will eventually settle to the bottom.
39
The liquor at the top of the tank (which looks like coffee) is now directed through a series of filters. After washing to recover alumina and caustic soda, the remaining red mud is pumped into large storage ponds where it is dried by evaporation.
The alumina in the still warm liquor consists of tiny, suspended crystals. However there are still some very fine, solid impurities that must be removed. Just as coffee filters keep the grounds out of your cup, the filters here work the same way. The giant-sized filters consist of a series of "leaves"– big cloth filters over steel frames – and remove much of the remaining solids in the liquor. The material caught by the filters is known as a filter cake and is washed to remove alumina and caustic soda. The filtered liquor - a sodium aluminate solution - is then cooled and pumped to the precipitators.
STEP 4 – Precipitation: Imagine a tank as tall as a six-story building. Now imagine row after row of those tanks called precipitators. The clear sodium aluminate from the settling and filtering operation is pumped into these precipitators. Fine particles of alumina – called seed crystals (alumina hydrate) – are added to start the precipitation of pure alumina particles as the liquor cools. Alumina crystals begin to grow around the seeds, then settle to the bottom of the tank where they are removed and transferred to "thickening tanks." Finally, it is filtered again then transferred by conveyor to the calcination kilns.
40
STEP 5 – Calcination: Calcination is a heating process to remove the chemically combined water from the alumina hydrate. That's why, once the hydrated alumina is calcined, it is referred to as anhydrous alumina. Anhydrous means without water. From precipitation, the hydrate is filtered and washed to rinse away impurities and remove moisture. A continuous conveyor system delivers the hydrate into the calcining kiln. The calcining kiln is brick-lined inside and gas-fired to a temperature of 2,000°F or 1,100°C. It slowly rotates (to make sure the alumina dries evenly) and is mounted on a tilted foundation which allows the alumina to move through it to cooling eqipment. (Newer plants use a method called fluid bed calcining where alumina particles are suspended above a screen by hot air and calcined.) The result is a white powder like that shown below: pure alumina. The caustic soda is returned to the beginning of the process and used again.
At this point, the alumina is ready for conversion into aluminum at a smelter. Alumina is also used in making chemicals and ceramics.
Stage 2 Converting Alumina to Aluminum Smelting: In 1886, two 22-year-old scientists on opposite sides of the Atlantic, Charles Hall of the USA and Paul L.T. Heroult of , made the same discovery – molten cryolite (a sodium aluminum fluoride mineral) could be used to dissolve alumina and the resulting chemical reaction would produce metallic aluminum. The Hall-Heroult process remains in use today.
41
The Hall-Heroult process takes place in a large carbon or graphite lined steel container called a reduction pot. In most plants, the pots are lined up in long rows called potlines. The key to the chemical reaction necessary to convert the alumina to metallic aluminum is the running of an electrical current through the cryolite/alumina mixture. The process requires the use of direct current (DC) – not the alternating current (AC) used in homes. The immense amounts of power required to produce aluminum is the reason why aluminum plants are almost always located in areas where affordable electrical power is readily available. Some experts maintain that one percent of all the energy used in the United States is used in the making of aluminum. The electrical voltage used in a typical reduction pot is only 5.25 volts, but the amperage is VERY high – generally in the range of 100,000 to 150,000 amperes or more. The current flows between a carbon anode (positively charged), made of petroleum coke and pitch, and a cathode (negatively charged), formed by the thick carbon or graphite lining of the pot.
When the electric current es through the mixture, the carbon of the anode combines with the oxygen in the alumina. The chemical reaction produces metallic aluminum and carbon dioxide. The molten aluminum settles to the bottom of the pot where it is periodically syphoned off into crucibles while the carbon dioxide – a gas – escapes. Very little cryolite is lost in the process, and the alumina is constantly replenished from storage containers above the reduction pots. The metal is now ready to be forged, turned into alloys, or extruded into the shapes and forms necessary to make appliances, electronics, automobiles, airplanes cans and hundreds of other familiar, useful items. Aluminum is formed at about 900°C, but once formed has a melting point of only 660°C. In some smelters this spare heat is used to melt recycled metal, which is then blended with the new metal. Recycled metal requires only 5 per cent of the energy required to make new metal. Blending recycled metal with new metal allows considerable energy savings, as well as the efficient use of the extra heat available. When it comes to quality, there is no difference between primary metal and recycled metal. The smelting process required to produce aluminum from the alumina is continuous the potline is usually kept in production 24 hours a day year-round. A smelter cannot easily be stopped and restarted. If production is interrupted by a power supply failure of more than four hours, the metal in the pots will solidify, often requiring an expensive rebuilding process. The cost of building a typical, modern smelter is about $1.6 billion.
42
Most smelters produce aluminum that is 99.7% pure – acceptable for most applications. However, super pure aluminum (99.99%) is required for some special applications, typically those where high ductility or conductivity is required. It should be noted that what may appear to be marginal differences in the purities of smelter grade aluminum and super purity aluminum can result in significant changes in the properties of the metal.
43
Related Documents c2h70
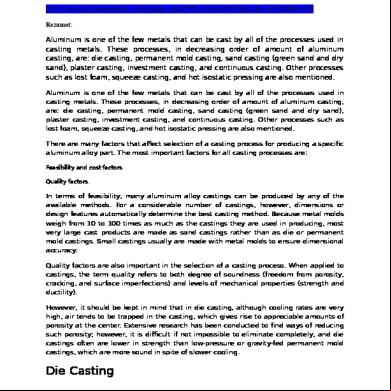
Piston Manufacturing 1o5t1h
October 2019 89
Piston Manufacturing Process 3a3o54
October 2019 49
Piston 5d1m23
January 2021 0
Piston 5d1m23
April 2020 34
Piston 5d1m23
April 2020 42
Manufacturing Process Of Piston Rings And Cylinder Liners 4f443k
October 2019 57More Documents from "Dima Alin" s711h
Piston Manufacturing 1o5t1h
October 2019 89
Kisi-kisi Soal Agama Kls Xi 2014 - Copy 5d3i6e
September 2020 0
Seed Germination 55703y
August 2021 0
Pre Amp Review 2r1r1m
November 2019 50
C214 Mic 6e3s3x
January 2023 0