Ngl Fractionation Train 5z6p5u
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 2z6p3t
Overview 5o1f4z
& View Ngl Fractionation Train as PDF for free.
More details 6z3438
- Words: 638
- Pages: 4
NGL Fractionation Train Recovery of natural-gas liquids (NGL) from NG is usually done to: 1. Produce transportable gas (free from heavier H.C.s which may condense in the pipeline) 2. Meet a sales gas specification. Maximize liquid recovery (when liquid products are more valuable than the gas itself). 3.
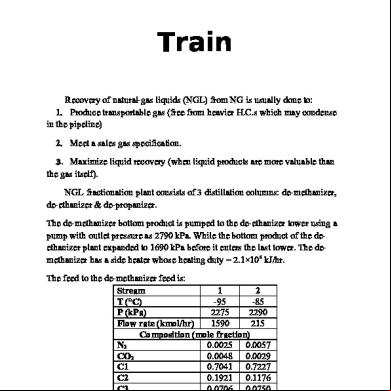
NGL fractionation plant consists of 3 distillation columns: de-methanizer, de-ethanizer & de-propanizer. The de-methanizer bottom product is pumped to the de-ethanizer tower using a pump with outlet pressure as 2790 kPa. While the bottom product of the deethanizer plant expanded to 1690 kPa before it enters the last tower. The demethanizer has a side heater whose heating duty = 2.1×106 kJ/hr. The feed to the de-methanizer feed is: Stream 1 2 T (°C) -95 -85 P (kPa) 2275 2290 Flow rate (kmol/hr) 1590 215 Composition (mole fraction) N2 0.0025 0.0057 CO2 0.0048 0.0029 C1 0.7041 0.7227 C2 0.1921 0.1176 C3 0.0706 0.0750 i-C4 0.0112 0.0204 n-C4 0.0085 0.0197
i-C5 n-C5 n-C6 n-C7 n-C8
0.0036 0.0020 0.0003 0.0002 0.0001
0.0147 0.0102 0.0037 0.0047 0.0027
1) De-Methanizer • No reflux to the tower. •
2 feed streams are fed to the tower; the 1st is fed to the top plate while the 2nd is fed to the next plate.
• Number of stages = 10. • Top stage pressure = 2275 kPa. • Bottom stage pressure = 2310 kPa. •
Take the approximate T of the top = - 80 °C & for the bottom = 27 °C.
• The overhead product rate = 1338 kmol/hr.
2) De-Ethanizer • Tower is working under partial reflux.
•
Feed stream is fed to the tower at the 6th plate from the top.
• Number of stages = 14. •
Top stage pressure = 2760 kPa.
•
Bottom stage pressure = 2795 kPa.
•
The approximate T of the condenser = - 4°C & for the reboiler = 95 °C.
• Condenser pressure = 2725 kPa. • Condenser ΔP = 35 kPa. •
Reboiler pressure = 2792 kPa.
•
Reflux ratio = 2.5 (molar basis).
•
The overhead vapor rate = 320 kmol/hr.
•
No distillate from the tower.
3) De-Propanizer •
Tower is working under total reflux.
•
Feed stream is fed to the tower at the 11th plate from the top.
• Number of stages = 24. • Top stage pressure = 1620 kPa. • Bottom stage pressure = 1655 kPa. •
The approximate T of the condenser = 38°C & for the reboiler = 120 °C.
• Condenser pressure = 1585 kPa. • Condenser ΔP = 35 kPa. • Reboiler pressure = 1655 kPa. • Reflux ratio = 1 (mole basis). •
Distillate rate = 110 kmol/hr.
Determine:
The mole fraction of methane in the de-methanizer overhead. 0.9528 The molar flow rates of ethane & propane in the bottom product of the deethanizer. Ethane= 0.41424 kmol/hr Propane= 89.223 kmol/hr The mole fraction of propane in the de-propanizer overhead & bottom product. In the overhead product = 0.81069 In the bottom product = 0.001274 Modify your model to meet the following specs: • The mole fraction of C1 in the top product of the de-methanizer = 96% •
C2/C3 ratio in the bottom product of the de-ethanizer= 0.01.
• For the de-propanizer, i-C4 & n-C4 in the top product = 0.015.while C3 in the bottom product = 0.02. Determine: The flow rate (kmol/hr) of the overhead product for the de-methanizer. 1328 kmol/hr The flow rate (kmol/hr)of the overhead vapor product for the de-ethanizer. 302.4 kmol/hr
The flow rate (kmol/hr) of the distillate & the bottom product for the depropanizer.
Distillate rate= 117.8 kmol/hr Bottom product rate= 56.81 kmol/hr Hints: Use Peng-Robinson as a fluid package. Use a refluxed absorber to simulate the de-methanizer. An energy stream is fed to the de-methanizer to represent the tower side heater.
NGL fractionation plant consists of 3 distillation columns: de-methanizer, de-ethanizer & de-propanizer. The de-methanizer bottom product is pumped to the de-ethanizer tower using a pump with outlet pressure as 2790 kPa. While the bottom product of the deethanizer plant expanded to 1690 kPa before it enters the last tower. The demethanizer has a side heater whose heating duty = 2.1×106 kJ/hr. The feed to the de-methanizer feed is: Stream 1 2 T (°C) -95 -85 P (kPa) 2275 2290 Flow rate (kmol/hr) 1590 215 Composition (mole fraction) N2 0.0025 0.0057 CO2 0.0048 0.0029 C1 0.7041 0.7227 C2 0.1921 0.1176 C3 0.0706 0.0750 i-C4 0.0112 0.0204 n-C4 0.0085 0.0197
i-C5 n-C5 n-C6 n-C7 n-C8
0.0036 0.0020 0.0003 0.0002 0.0001
0.0147 0.0102 0.0037 0.0047 0.0027
1) De-Methanizer • No reflux to the tower. •
2 feed streams are fed to the tower; the 1st is fed to the top plate while the 2nd is fed to the next plate.
• Number of stages = 10. • Top stage pressure = 2275 kPa. • Bottom stage pressure = 2310 kPa. •
Take the approximate T of the top = - 80 °C & for the bottom = 27 °C.
• The overhead product rate = 1338 kmol/hr.
2) De-Ethanizer • Tower is working under partial reflux.
•
Feed stream is fed to the tower at the 6th plate from the top.
• Number of stages = 14. •
Top stage pressure = 2760 kPa.
•
Bottom stage pressure = 2795 kPa.
•
The approximate T of the condenser = - 4°C & for the reboiler = 95 °C.
• Condenser pressure = 2725 kPa. • Condenser ΔP = 35 kPa. •
Reboiler pressure = 2792 kPa.
•
Reflux ratio = 2.5 (molar basis).
•
The overhead vapor rate = 320 kmol/hr.
•
No distillate from the tower.
3) De-Propanizer •
Tower is working under total reflux.
•
Feed stream is fed to the tower at the 11th plate from the top.
• Number of stages = 24. • Top stage pressure = 1620 kPa. • Bottom stage pressure = 1655 kPa. •
The approximate T of the condenser = 38°C & for the reboiler = 120 °C.
• Condenser pressure = 1585 kPa. • Condenser ΔP = 35 kPa. • Reboiler pressure = 1655 kPa. • Reflux ratio = 1 (mole basis). •
Distillate rate = 110 kmol/hr.
Determine:
The mole fraction of methane in the de-methanizer overhead. 0.9528 The molar flow rates of ethane & propane in the bottom product of the deethanizer. Ethane= 0.41424 kmol/hr Propane= 89.223 kmol/hr The mole fraction of propane in the de-propanizer overhead & bottom product. In the overhead product = 0.81069 In the bottom product = 0.001274 Modify your model to meet the following specs: • The mole fraction of C1 in the top product of the de-methanizer = 96% •
C2/C3 ratio in the bottom product of the de-ethanizer= 0.01.
• For the de-propanizer, i-C4 & n-C4 in the top product = 0.015.while C3 in the bottom product = 0.02. Determine: The flow rate (kmol/hr) of the overhead product for the de-methanizer. 1328 kmol/hr The flow rate (kmol/hr)of the overhead vapor product for the de-ethanizer. 302.4 kmol/hr
The flow rate (kmol/hr) of the distillate & the bottom product for the depropanizer.
Distillate rate= 117.8 kmol/hr Bottom product rate= 56.81 kmol/hr Hints: Use Peng-Robinson as a fluid package. Use a refluxed absorber to simulate the de-methanizer. An energy stream is fed to the de-methanizer to represent the tower side heater.
Related Documents c2h70
Ngl Fractionation Train 5z6p5u
January 2022 0
Ngl Fractionation Operating Manual 162938
October 2020 0
Ngl Englishlearning 1617 1ju6g
November 2019 57
Steam Train, Dream Train 4h5d60
November 2019 69
2015 Ngl Eu Catalogue 582x6i
December 2019 74
Great Writing By Ngl 2m2k3d
December 2019 169More Documents from "Amr Amin ElSharkawy" 3i5c4t
Ngl Fractionation Train 5z6p5u
January 2022 0
615 Api 312j18
December 2019 29
Run-time Analysis - Performance Tuning In Sap Abap _ Sapnuts 515a5x
December 2019 63
Parallel Cursor Technique - Sap 4 All.pdf 82s5f
May 2021 0
6_chaines De Cotes 2017v7 Anselmetti.pdf 3o136o
April 2020 24